-
ОРГАНИЗАТОРЫ
 ОФИЦИАЛЬНАЯ ПОДДЕРЖКА
ОФИЦИАЛЬНАЯ ПОДДЕРЖКА


 ИНФОРМАЦИОННЫЙ СПОНСОР
ИНФОРМАЦИОННЫЙ СПОНСОР

-
Медиа-поддержка
-
Публикации
-
Архив
-
Облако тэгов
-
- имидж компании;
- ее производственная база;
- стоимость выпускаемых изделий (как правило, более низкая по сравнению с зарубежными аналогами);
- возможность сотрудничества на постоянной основе;
- качество предлагаемой продукции;
- сроки исполнения заказов.
- гарантия качества выпускаемой продукции;
- возможность ее использования в фармацевтической промышленности»
- соответствие требованиям Европейского стандарта качества, в т.ч. стандартам GMP;
- стоимость упаковки;
- срок исполнения заказов, мобильность;
- удовлетворение требований заказчика;
- привлекательность изделия;
- удобство использования;
- сохранность упаковки;
- известность компании на мировом рынке.
- концептуальные и конструктивные решения, относящиеся к технологическому оборудованию и отдельным аппаратам;
- ограждения вокруг технологических элементов, генерирующих частиц;
- улавливание пыли непосредственно в месте ее образования;
- использование персоналом одежды для чистых помещений.
- Определение принципа разделения зон с различными классами чистоты. Разработка планировочных решений чистых помещений.
- Формирование потоков воздуха. Обеспечение необходимых характеристик однонаправленного потока воздуха.
- Обеспечение баланса воздухообмена, необходимой доли наружного воздуха, а для помещений 5 ISO–9 ISO — кратности воздухообмена. Построение систем вентиляции и кондиционирования.
- Применение НЕРА- и ULPA-фильтров и многоступенчатой фильтрации воздуха.
- Обеспечение необходимого перепада давления (если требуется).
- Разработка эффективных проектно-конструкторских решений, использование надлежащих материалов и оборудования. Правильный выбор подрядчика. Строительство и монтаж в соответствии с «протоколом чистоты».
- Контроль параметров воздуха: концентрации частиц, концентрации микроорганизмов (если требуется), однонаправленности и скорости однонаправленного потока воздуха, перепада давления, целостности НЕРА- и ULPA-фильтров, времени восстановления параметров чистого помещения и др.
- Правильная эксплуатация чистых помещений, включая требования к одежде, порядку очистки, дезинфекции и др.
- Обучение персонала, выполнение им требований личной гигиены, правильного поведения, переодевания и др.
- Аттестация проекта и самого чистого помещения на всех этапах его создания в такой последовательности: концепция чистого помещения (ЧП) → проект–монтаж–построенное ЧП → оснащенное ЧП → эксплуатируемое ЧП. Это позволяет своевременно выявить ошибки проекта, монтажа, дефекты в комплектующих изделиях и материалах и в конечном итоге — вывести чистое помещение на заданный класс чистоты. В нормативных документах аттестации придается первостепенное значение.
- отходы, представляющие собой высококачественное вторичное сырье, переработка которого в местных условиях позволяет получить продукцию, пользующуюся спросом, и обеспечивает высокую рентабельность производства (промышленные отходы, образующиеся в виде побочной готовой продукции; многие виды отходов добычи сырья и его обогащения, лом черных и цветных металлов; высококачественные марки макулатуры; чистые производственные текстильные отходы; чистые производственные отходы полимеров; чистые производственные отходы стеклобоя; и др.);
- отходы, представляющие собой вторичное сырье среднего качества, переработка которого позволяет выпускать продукцию пользующуюся спросом, но доходы от ее реализации примерно равны затратам на сбор, первичную обработку и переработку отходов (отходы добычи и обогащения сырья с относительно низким содержанием в них невыбранных ценных компонентов; макулатура, содержащая картон; смешанная макулатура; полимеры, содержащие посторонние включения; текстильные отходы потребления в виде изделий; кусковые древесные отходы; стеклобой; изношенные шины);
- трудноутилизируемые отходы, затраты на переработку которых в существующих экономических условиях превосходят доходы от их использования или для переработки которых отсутствуют приемлемые технологические решения (отходы добычи и обогащения сырья, металлургических и химических производств, переработка которых с целью извлечения из них ценных компонентов является убыточной; влагопрочные отходы бумаги и картона; смеси полимеров; подметь, пух в текстильной промышленности; отходы вентиляционных камер; сильнозагрязненные отходы стеклобоя и полимеров). В этих случаях компенсация превышения затрат над доходами при переработке трудноутилизируемых отходов, как правило, осуществляется за счет средств их поставщика;
- неутилизируемые опасные отходы , переработка которых осуществляется в порядке их обезвреживания либо за счет средств поставщика отходов, либо за счет специальных источников финансирования, например, за счет статей в бюджетах муниципальных образований и других источников (ламинированная бумага, многослойная полимерная упаковка; картонно-бумажная упаковка из-под мяса, птицы, рыбы; упаковка из-под токсичной продукции).
- сбор и переработку компактов отходов производства;
- сбор и переработку компактов отходов потребления;
- сбор и переработка отходов от населения.
- имеются предложения отходов;
- имеются технологии по переработке вторичного сырья;
- существуют заинтересованность общества в переработке отходов, как фактора улучшения экологии.
- для переработки макулатуры — производство теплоизоляционных материалов; производства волокнистых плит; производства бугорчатых прокладок и производства полимерно-бумажных плит;
- для переработки древесных отходов — производство стенового камня; производство бруса на минеральном вяжущем; производство топливных брикетов;
- для переработки изношенных шин — производство резиновой крошки различными способами;
- для переработки полимерных отходов — производство дробленки, производство гранулята, производство древесно-полимерной плитки;
- для переработки текстильных отходов — веткамер текстильных производств — производство тепло-изоляционного материала.
- Предоставление льготных кредитов, субсидий и дотаций за счет бюджетов субъектов Российской Федерации и муниципальных образований, экологических фондов и других инвестиционных ресурсов, в частности, предоставлять крупным предприятиям льготы по оплате экологических платежей, при условии, что они будут направлены на создание производства по переработке отходов.
- Предоставление льгот по налогу на прибыль и НДС (на постоянный или временной основе на период возврата инвестиционных средств).
- Формирование системы муниципального заказа на продукцию с использованием отходов, что обеспечит ее реализацию.
- Вводить запрет на размещение на полигонах отходов, подлежащих переработке в конкретном регионе и плату за их прием на переработку.
- Поиск и производство из отходов дефицитной для данного региона продукции.
- Применять отходы или продукцию с их использованием в производстве основной для данного предприятия продукции.
- Использовать отходы или продукцию из них для нужд предприятия.
- Отнести частично или полностью затраты по переработке отходов на себестоимость основной продукции.
Герниопластика с применением сетчатого трансплантата (2016)
Герниопластику, осуществляемую при помощи сетчатых трансплантатов – так называемую «ненатяжную» методику, на сегодняшний день считают самым современным и эффективным подходом к лечению грыж живота. В настоящее время хирургические вмешательства такого рода проводятся у 70-75% пациентов в странах Европы и у 80% больных в Северной Америке. Причём, что очень важно, подавляющее число операций выполняется в условиях стационаров одного дня. В нашей стране также с каждым годом отмечается неуклонный рост количества данных вмешательств.
Суть метода заключается в выкраивании из специального материала индивидуального по своим размерам и форме лоскута, который затем надёжно фиксируется в виде заплаты к тканям брюшной стенки либо нерассасывающимися монофиламентными, проленовыми нитями достаточной толщины, либо танталовыми скрепками, накладывающимися специальным степлером. Помимо этого сейчас выпускаются сетки, изначально снабжённые особыми липучками для крепления – их не пришивают, а просто прижимают к окружающим тканям.
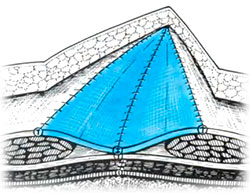
Сетчатый трансплантат сразу же принимает на себя механическую нагрузку и предохраняет линию швов от чрезмерного растяжения. Фиксируют его так, чтобы он был хорошо расправлен, не образовывал складок и заходил за края грыжевых ворот на один-два сантиметра. Сетка обязательно должна плотно прилегать к тканям брюшной стенки. Правильное и надёжное подшивание протеза к близ расположенным мышцам, связкам и сухожилиям, которые, кстати, в данной ситуации, как правило, бывают истончены, разволокнены либо разрушены самой грыжей или вследствие ранее выполненной операции (при рецидивных и постоперационных грыжах), требует от хирурга определённого навыка.
В целом же, сетчатые эндопротезы намного превосходят свои монолитные аналоги, ничуть не уступая им в прочности, но в несколько раз быстрее прорастая соединительнотканными волокнами. Благодаря чему удаётся получить прочный слой биологической ткани на основе своеобразного каркаса, обеспечивающего упругость передней брюшной стенки.
Как наглядно демонстрирует накопленный опыт, успех хирургического лечения пациентов с вентральными грыжами во многом зависит от физических свойств используемых материалов и комбинаций различных полимеров, а также от особенностей архитектоники, опыта оперирующего хирурга и, конечно, самого имплантируемого эндопротеза.
На качество и скорость врастания окружающих тканей в трансплантат влияют размеры, удельный вес и толщина сетки, форма её пор, физические характеристики полимеров, являющихся структурным материалом для производства сетчатых протезов, структура и поверхностная плотность полотна. Современные трансплантаты биосовместимы, устойчивы к распусканию и осыпанию краёв, имеют ограниченную во всех направлениях растяжимость и не вызывают нарушений кровообращения в окружающих тканях. В тоже время они обладают определённой мягкостью и эластичностью, благодаря чему хорошо моделируются.
Данный метод лечения грыж живота великолепно замещает дефект тканей в организме и сводит риск развития рецидивов к 1%. Устойчивость современных сетчатых трансплантатов к инфекции такова, что даже позволяет их применять у пациентов с ущемлёнными грыжами в условиях инфицированной раны.
Фармацевтическая упаковка: общие тенденции и российские перспективы (2012)
Лидируют страны БРИК По данным IMS Health, объем мирового фармацевтического рынка с каждым годом растет примерно на 5-7% в год, что во многом связано с появлением препаратов для лечения рака, диабета, ревматизма, а также с активным использованием вакцин (в т.ч. против ВИЧ, птичьего гриппа). Вместе с ростом производства лекарственных средств (ЛС) увеличиваются и объемы потребления первичной упаковки, к которой относятся ампулы, флаконы, шприцы, пробки, ячейковые упаковки для твердых лекарственных форм и другие изделия, непосредственно соприкасающиеся с ЛС. Наиболее высокими темпами, по экспертным оценкам, рынок фармацевтической упаковки растет в Китае, Бразилии, Индии и России. Вследствие постоянного увеличения населения в этих странах (за исключением России), роста доходов и улучшения условий жизни, местные фармацевтические рынки демонстрирует темпы роста выше среднемировых, что дает мощный импульс для развития отрасли фармацевтической упаковки. Так, например, в Индии и Китае данный сегмент рынка постоянно увеличивается более чем на 20% в год.
«Если говорить о российском рынке фармацевтической упаковки, то его потенциал сегодня огромен во многом благодаря Стратегии «Фарма-2020», нацеленной на повышение конкурентоспособности внутреннего рынка, — полагает Рудигер Вагнер, региональный директор по продажам в России и странах СНГ компании SCHOTT. — В рамках Стратегии активизируется разработка и вывод на рынок новых продуктов, и как следствие — растет потребность в высококачественной первичной упаковке. Похожая ситуация наблюдается и в других странах СНГ. Постепенно приходит осознание необходимости соответствия мировым стандартам и меняется отношение к регистрации препаратов».
Современные ассортиментные решения
Первичная упаковка выполняет несколько функций, важнейшими из которых являются сохранение качества и свойств лекарственных препаратов в течение обусловленного срока хранения, а также удобство использования. Именно в этих направлениях ведутся инновационные разработки, целью которых является усовершенствование функциональных характеристик упаковки. Примеров таких множество. Один из них — новые пластиковые колпачки LyoSeal производства компании West Pharmaceutical Services для обеспечения надежности укупорки флаконов, осуществляющейся непосредственно в камере лиофильной сушки. использование данной технологии позволяет флакону выходить из сублимационной установки полностью укупоренным и не требует дополнительной стадии закатки алюминиевым колпачком.
Среди последних новинок компании SCHOTT — флаконы SCHOTT TopLyo™ с ультратонким гидрофобным внутренним покрытием и оптимизированной геометрией дна, позволяющие увеличить срок хранения биофармацевтических средств. При использовании флакона не происходит прилипание сублимированных ингредиентов к его стенкам и сводится к минимуму вероятность разрушения стекла.
Еще одно современное решение — инновационные шприцы с интегрированной иглой SCHOTT InJentle™, не содержащие остатков вольфрама. Стерильная система шприца исключает попадание действующего вещества в иглу до тех пор, пока не будет удален предохранитель. Это предотвращает взаимодействие препарата с клеящим веществом и металлом иглы. Таким образом, улучшаются условия хранения и стабильность высокочувствительных инъекционных препаратов. Кроме того, система допускает использование очень тонких игл, которые снижают болевые ощущения от инъекций.
…И глобальные тенденции
Одной из основных тенденций, которые сегодня наблюдаются на мировом рынке первичной фармацевтической упаковки, является постепенная замена ампул на шприцы, доля которых увеличивается на 7-9% ежегодно. Эксперты связывают это с ростом продаж инъекционных препаратов, превышающим общий рост фармацевтического рынка. Наиболее существенное уменьшение доли ампул на рынке фармацевтической упаковки с одновременным увеличением доли шприцев зафиксировано в США — мировом лидере по потреблению фармацевтической упаковки. Более того, в США наметилась тенденция полой замены ампул на шприцы. В то же время в Восточной Европе ампулы пока сохраняют свою востребованность, их доля даже увеличивается.
«Сегодня закрытый тип ампул в Европе уже не производится, — уточняет Рудигер Вагнер. — Последний завод, выпускающий данную продукцию, закрылся 2 года назад. Однако полный отказ от ампул займет по меньшей мере 15 лет». Иная ситуация на российском рынке, который остается рынком традиционной упаковки: ампул и флаконов.
По мнению Рудигера Вагнера, в России еще достаточно долгое время будут использоваться ампулы: «Переход на шприцы только начинается, он будет осуществляться в течение нескольких лет. Причиной такого затяжного перехода, прежде всего, является стоимость шприцев, которая в несколько раз выше стоимости ампул и флаконов. Во-вторых, большинство российских производителей фармацевтической упаковки пока не готовы переоснастить свои заводы для выпуска препаратов в шприцах».
Но это не означает, что мировые тренды не коснулись России: сегодня на отечественном рынке происходит постепенный прирост доли шприцев. Страна делает свои первые шаги по внедрению этого вида упаковки: подписываются первые контракты, обсуждаются конкретные предложения, реализуются первые проекты. Это мнение разделяет Любовь Гурарий, ген. директор ООО «Эректон» — компании, специализирующейся на дистрибуции и продвижении в России продукции ведущих европейских производителей фармацевтической упаковки: «В последнее время в России наблюдается постепенная замена ампул на флаконы (например, в производстве вакцин), кроме того, многие отечественные производители начинают осваивать производство ЛС в преднаполненных шприцах, что соответствует мировым тенденциям».
Особенности российского рынка
Эксперты выделяют три сегмента рынка фармацевтической упаковки в России.
Сегмент А характеризуется наиболее высокими требованиями потребителей (производителей оригинальных препаратов и современных брэндированных дженериков) к качеству упаковки. Производственный процесс на предприятиях, относящихся к этому сегменту, осуществляется согласно правилам GMP, система менеджмента качества соответствует ISO и другим мировым стандартам. В настоящее время сегмент А представлен исключительно зарубежными компаниями — CSHOTT Pharmaceutical Packaging, Gerresheimer Bunde GmbH, Ompi (Stevanato Group), BD Medical, DATWYLER Pharma Packaging N.V. и т.д. Между тем на рынке присутствуют российские производители, которые стремятся соответствовать международным стандартам качества фармацевтической упаковки. Таким предприятием в первую очередь является Курский завод стекла. Среди наиболее крупных отечественных производств на рынке фармацевтической упаковки можно также выделить Туймазинский завод стекла и Клинский завод стекла.
Любовь Гурарий обращает внимание на высокий уровень конкуренции в данном сегменте рынка, поскольку аналогичную продукцию выпускают, как правило, несколько мировых производителей. Консолидация наблюдается только у производителей разнопрофильных комплектующих изделий. Так, например, производители преднаполненных шприцев из стекла (пластика) консолидированы с производителями изделий из резины — поршней для шприцев и т.д.
По словам Рудигера Вагнера, в отличии от сегмента А, к предприятиям сегмента В предъявляются менее строгие требования: система менеджмента качества на них соответствует стандартам ISO, тогда как требования GMP являются необязательными. В то же время Любовь Гурарий напоминает, что к 2014 г. в соответствии с Федеральным законом «Об обращении ЛС» «Вся отечественная Фарма должна быть сертифицирована по стандартам GMP».
В сегмент С входят предприятия, использующие старые вакуумные технологии. Заказчиками выпускаемой ими упаковки в основном являются производители дешевых генерических препаратов.
Говоря об особенностях отечественного рынка фармацевтической упаковки, Любовь Гурарий отмечает зачастую невысокое качество первичной упаковки у отечественных производителей, высокую цену изделий зарубежного производства по сравнению с отечественными, которая не позволяет использовать импортную первичную упаковку для производства дешевых ЛС.
«К сожалению, отечественное производство первичной упаковки (ампул, флаконов, картриджей) испытывает трудности, аналогичные тем, которые присущи предприятиям, занимающимся производством лекарственных препаратов (проблемы с сырьем, изношенность технологического оборудования и др.), — констатирует Юрий Калинин, президент Союза ассоциаций и предприятий медицинской промышленности и предприятий, член Правления РСПП. — Трудности эти усиливаются в связи с переводом фармацевтических производств на работу в соответствии с требованиями надлежащей производственной практики (GMP). Имеющиеся в Российской Федерации мощности по производству ампул и флаконов вполне могли бы удовлетворить потребности предприятий в первичной упаковке, однако выпускаемая продукция по уровню качества не выдерживает конкуренции с зарубежными аналогами. Именно поэтому более 1,5 млрд. флаконов и ампул производители лекарств закупают по импорту».
С точки зрения фармпроизводителя
По словам Миломира Миятовича, директора по производству STADA CIS, основную долю российского рынка упаковки, которую используют производители фармацевтической продукции, составляют отечественные изделия. При выборе отечественного поставщика упаковки во внимание принимается сразу несколько факторов:
Но, как замечает Миломир Миятович, индустрия упаковки интенсивно развивается, а инновации исходят преимущественно от мировых лидеров отрасли – европейских концернов. По сути дела, отечественные и зарубежные производители фармацевтической упаковки находятся в похожих условиях, предлагая достаточно широкий спектр решений, способных удовлетворить практические любые запросы потребителей. Но многие из мировых производителей стали транснациональными и размещают производственные мощности на любых континентах. Они предлагают упаковку нового уровня качества, которая может значительно сократить срок вывода нового продукта на рынок. Крупные скидки, получаемые такими компаниями при закупке материалов, окупившее себя оборудование (если оно привезено в Россию) или выгодные условия приобретения нового оборудования, а также высокая загрузка производственных мощностей заказами партнёров позволяет им производить продукцию с более низкой себестоимостью и, соответственно, с низкой ценой. Наш же отечественный рынок отличается большей инертностью к новой форме упаковки. Поэтому в последнее время российский потребитель упаковки отдает предпочтение материалам, в частности первичной упаковке, превосходящим отечественную и по качеству, и по стоимости, несмотря на территориальную удаленность самого производства. «Конечно, цена не должна являться главным и единственным аргументом при выборе поставщика, — подчеркивает Миломир Миятович, — речь идет также и о расширенном ассортименте, улучшенном сервисе, качестве, услугах, сроках исполнения заказов. Важно и то, что потенциальный потребитель упаковки недостаточно информирован о возможностях отечественного рынка упаковки. Ему приходится прилагать массу усилий, чтобы подобрать упаковку, удовлетворяющую необходимым требованиям».
По вышеуказанным причинам значительная доля используемой первичной фармацевтической упаковки (полиэтиленовая и алюминиевая пленка, фольга, флаконы, алюминиевые трубы) для продукции ОАО «Нижфарм» приходится на зарубежного производителя. При выборе потенциального производителя упаковки компания руководствуется следующими критериями:
По словам Виталия Смердова, ген. директора ЗАО «ФармФирма «Сотекс», российские компании – фармацевтические производители, дорожащие своей репутацией, вынуждены постоянно усовершенствовать упаковку для своей продукции и предъявляют к ней определенные требования. Она должна защищать от неблагоприятных воздействий внешней среды, предохранять от механических повреждений, гарантировать герметичность, защиту от микробного загрязнения, обеспечивать дозированное или поштучное извлечение ЛС и иметь эстетичный внешний вид. Элементы конструкции упаковки должны быть стандартизированы, не допускаются отклонения геометрических размеров. При изготовлении такой упаковки должна учитываться технология изготовления ЛС, их свойства, климатические условия транспортировки и хранения, а главное – упаковка должна обеспечивать безопасность и стерильность препаратов. Элементы первичной упаковки должны быть сконструированы с возможностью их автоматической обработки и герметичного соединения на автоматическом оборудовании. Материалы первичной упаковки не должны содержать тяжелых металлов, вредных примесей, красителей, не разрешенных к применению, канцерогенных и токсичных компонентов, постороннего запаха. «К сожалению, на сегодняшний день российские производители упаковки не всегда отвечают всем перечисленным требованиям, — констатирует Виталий Смердов. – Поэтому в большинстве случаев отечественные фармацевтические производители вынуждены сотрудничать с западными поставщиками. В настоящее время на российском рынке первичной фармацевтической упаковки доминируют изделия зарубежных компаний: США, Япония, Китай и Западной Европы, занимающие 70% от общего объема рынка. Отечественные производители хоть и стараются не отставать, но конкуренцию в современных условиях выдерживают с трудом». Виталий Смердов подчеркивает, что на заводе «Сотекс» все элементы упаковки проходят входной контроль качества и межоперационный контроль в процессе производства. Ампулы компания приобретает у венгерской компании, блистеры формирует самостоятельно, из пленки ПВХ польского производства. Следует отметить, что завод «Сотекс» оборудован линией по выпуску преднаполненных шприцев, на которой производится социально значимый препарат Эральфон® для лечения анемии. Для Эральфона® у немецкого поставщика компания закупает шприцы с автоматическим устройством защиты иглы. Такая форма выпуска наиболее комфортна, удобна для введения и безопасна для пациентов и медицинского персонала. Она позволяет значительно упростить и контролировать процесс лечения, а также защищает от возможного ранения и заражения. «Очень жаль, что российские производители фармацевтической упаковки не выпускают шприцы для предварительного наполнения», — резюмирует ген. директор ЗАО «ФармФирма «Сотекс».
В НПО «Петровакс Фарм» уверены: современных российских фармацевтических компаний, работающих в соответствии с международными стандартами GMP, российский рынок первичной фармацевтической упаковки в его нынешнем виде совершенно не удовлетворяет. Среди его «слабых мест» — довольно узкий ассортимент (отсутствуют современные виды фармупаковки), а также нестабильность качества выпускаемых изделий. «В отличии от вторичной фармацевтической упаковки (здесь изделия отечественных производителей представлены на досчтаточно высоком качественном уровне), российская первичная упаковка на данный момент не может конкурировать с западной ни по качеству, ни по форме, ни по удобству применения», — отмечает Елена Бондаренко, начальник департамента обеспечения качества компании НПО «Петровакс Фарм».
Существенное значение для фармацевтического производителя имеет и вопрос взаимоотношений с партнёрами: многие из российских производителей фармацевтической упаковки оказываются негибки в общении и решении бизнес-задач, с трудом идут навстречу при обсуждении бизнес-вопросов. Учитывая все эти факты, в компании НПО «Петровакс Фарм» в основном используется зарубежная первичная упаковка производства компаний Thueringer Pharmaglass, SCHOTT forma vitrum, Helvoet Pharma Belgium N.V., Gerresheimer Bunde GmbH. При выборе поставщика и изделий во внимание принимаются качество, цена, стабильность работы, сроки и условия поставки, наличие сертификата соответствия системе менеджмента качества. «Так, например, гриппозную вакцину Гриппол® плюс мы выпускаем в преднаполненных шприцах, — сообщает Елена Бондаренко. – Это индивидуальные шприц-дозы, удобные в использовании и более безопасные в применении для медицинского персонала и пациентов. поскольку шприцы для предварительного наполнения в России сегодня не производятся, мы их закупаем у зарубежных компаний».
Прогнозы и перспективы
По оценке консалтинговой компании Gbi Research, прирост на мировом рынке упаковки будет составлять 6,9% ежегодно и достигнет 68 млрд. к 2015 г. Похожий прогноз развития мирового рынка фармацевтической упаковки дает в своем отчете и американская аналитическая группа Freedonia. Согласно ему, рынок будет расти на 5,5% в год и в 2015 г. достигнет объема в 62 млрд. долл. (эти данные приводит Upakovano.ru со ссылкой на Packaging World).
Более 70% от этого количества придется на Западную Европу, США и Японию, которая, по оценке аналитиков из Freedonia, в ближайшие пять лет сохранит лидирующие позиции на мировом рынке фармацевтической упаковки. Япония по-прежнему будет потреблять большие объемы фармацевтических флаконов и других видов фармацевтической упаковки, однако темпы развития этой отрасли в стране все же несколько замедлятся.
Что касается западно-европейского рынка, то там развитие отрасли будет обусловлено обновлением государственных стандартов для производства медикаментов, а также выпуском дозированных препаратов, разработкой высокобарьерной и защищенной от подделки упаковки.
Между тем наибольший рост рынка фармацевтической упаковки будет наблюдаться в Китае, где уже сегодня активно идет расширение производственных мощностей и выполняется правительственная программа, направленная на повышение качества и улучшение имиджа лекарственной продукции место производства. Рынки фармацевтической упаковки Индии и Бразилии также буду быстро расти, поскольку в тих странах фармацевтическому рынку и его диверсификации традиционно уделяется большое внимание.
Самой популярной упаковкой на мировом фармацевтическом рынке в 2015 г. по-прежнему останутся пластиковые флаконы для таблеток, поступающих в аптеки по весу и фасуемых на месте в соответствии с рецептом. второе место по популярности займет блистерная упаковка.
Наибольшие изменения на мировом рынке первичной фармацевтической упаковки ожидаются в сегментах шприцов-ручек и мелкой тары для жидкостей. Их продажи будут постоянно увеличиваться, а ассортимент расширяться вслед за прогрессом биотехнологий, что, кстати, актуально для России.
По прогнозам экспертов, в 2012 г. годовой рост рынков ампул и инъекционных флаконов с 2009 г. по 2012 г. составит 19 и 34% соответственно.
По словам Рудигера Вагнера, до недавнего времени 50% высококачественных ампул и 100% современных флаконов были импортными. Эта ситуация изменилась после открытия в Нижегородской области завода по производству фармацевтической упаковки SCHOTT в мае 2011 г.
Предприятие выпускает современную фармацевтическую упаковку, которую поставляет на российский рынок, а также в страны СНГ. Производимые ампулы и флаконы изготавливаются из запатентованного боросиликатного стекла SCHOTT Fiolax®, разработанного для использования в фармацевтической упаковки. Его главными преимуществами являются гарантированно высокая стабильность состава, гидролическая и химическая устойчивость.
Следует отметить, что в декабре прошлого года завод SCHOTT получил сертификат на соответствие стандартам ISO 9001:2008 и ISO 15378:2006.
Наряду с локализацией производства зарубежной фармацевтической упаковки, в России сегодня наметилась еще одна важная тенденция – модернизация существующих отечественных предприятий и создание новых производств в рамках развития фармацевтических кластеров. Один из примеров – Уральский стекольный завод, расположенный в монопоселке Уфимский Ачитского района Свердловской области, на площадке бывшего Уфимкинского стекольного завода. По словам Александра Петрова, члена наблюдательного совета Уральского фармацевтического кластера, в 2005 г. завод прошел процедуру банкротства, что, безусловно, негативно отразилось на населенном пункте. В настоящее время с возрождением предприятия около 3500 жителей поселка снова увидели для себя серьезную перспективу, а некоторые уже получили рабочие места на заводе.
От старого завода решено оставить всего несколько наиболее пригодных зданий: административно-бытовой корпус, некоторые вспомогательные цеха. Для основного производства строятся новые здания и сооружения. Уже полностью готов цех для первой очереди производства, складские помещения, запущена в эксплуатацию новая котельная, трансформаторная подстанция, кислородная и компрессорная станции.
«В соответствии с новым Федеральным законом «Об обращении лекарственных средств», вступающим в силу с 2014 г., все фармацевтические производства в России должны перейти на стандарт GMP, что неизбежно влечет потребность только в высококачественной упаковке, произведенной по соответствующим стандартам. Поэтому Уральский стекольный завод также будет сертифицирован на соответствие стандартам GMP с привлечением для этого европейских и японских специалистов», — констатирует Александр Петров.
На первой очереди производства из импортной стеклотрубки будут выпускаться ампулы шприцевого наполнения форм B,C,D по DIN ISO 9187-1 емкостью от 1 до 20 мл, флаконы по DIN ISO 8362 емкостью от 5 до 20 мл и картриджей по DIN ISO 13926-1.
Последующие очереди предусматривают выпуск стеклотрубки 1-го гидролитического класса собственного производства в соответствии с DIN ISO 695-1994.
В 2012 г. будет запущена первая очередь производства на 6 технологических линиях итальянского и японского производства и до конца года планируется выпустить 75 млн. изделий, создав около 80 новых рабочих мест. Параллельно ведется проектирование и подготовка производства второй очереди со строительством стекловаренной печи, которую планируется запустить в 2013 г. вместе с 14 новыми технологическими линиями, увеличив объем производства до 500 млн. изделий в год и создав ещё около 200 новых рабочих мест. в 2014 г. планируется построить и запустить вторую стекловаренную печь, довести количество линий выпуска готовых изделий до 36 и выйти на планируемую мощность – 1 млрд. изделий в год, создав в общей сложности более 700 новых рабочих мест. при этом общие инвестиции в проект составят 2,8 млрд. руб.
Специалисты заканчивают обучение за рубежом, параллельно решаются социальные задачи. Продукцию завода ждут предприятия Уральского фармацевтического кластера.
На положительные перемены, происходящие в сфере производства первичной фармацевтической упаковки, указывает и Юрий Калинин: «Несмотря на то, что в Стратегии развития фармацевтической промышленности решению вопросов обеспечения предприятий современной первичной упаковкой уделено недостаточно внимания (напомню, что в бытность министерства медицинской промышленности СССР существовало специальное управление, которое координировало работу 12 стекольных заводов и 10 заводов по производству медицинских полимеров), ситуацию в данной сфере я не могу назвать безнадежной. Так, в первой половине этого года в Курске запускается современное производство высокоточной трубки для изготовления флаконов и ампул объемом до 1 млрд. штук. На такую же мощность рассчитано производство в Свердловской области, которое создается на базе Уфимкинского стекольного завода. конкурентоспособную продукцию стали выпускать в Ставрополе, Ульяновске, Борисове (Тверской области). В Нижегородской области открыла производство одна из ведущих в мире компаний по производству медицинского стекла SCHOTT. В стадии реконструкции находятся Туймазинский, Клинский и Солнечногорский заводы. По ее завершении мы сможем полностью удовлетворить потребности фарминдустрии в первичной упаковке из стекла, которая сегодня превышает 5 млрд. шт. в год».
Учитывая развернутую в стране масштабную работу по созданию отечественной фарминдустрии в рамках федеральной целевой программы «Развитие фармацевтической и медицинской промышленности до 2020 г.», Юрий Калинин считает целесообразным предусмотреть софинансирование работ по модернизации предприятий по производству первичной упаковки со стороны фармацевтических кластеров, как это делается сейчас на Урале: «Заинтересованность компаний-фармацевтических производителей в этой работе очевидна».
Технология чистых помещений в фармацевтическом производстве
Чистые помещения являются показателем высоких технологий производства и обеспечения качества. Они широко применяются в различных отраслях промышленности: электронной, оптической, радиотехнической, космической, машиностроении и приборостроении, производстве лекарственных средств и косметики, продуктов питания; в лечебных учреждениях.
В фармации чистота помещений является одним из факторов, обеспечивающих выполнение принципиального положения GMP: «Никакой процесс завершающей стадии производства или контроль качества готового продукта не может рассматриваться как единственное средство обеспечения стерильности и других показателей качества продукции. Качество закладывается технологией и организацией производства, в том числе чистотой технологических сред».
Чистота окружающей среды и оборудования — одно из критических требований GMP. Для его выполнения и служат чистые помещения.
Особенности разработки, создания и эксплуатации чистых помещений, используемых при этом технологий в фармацевтической отрасли, рассматривались на семинаре по технике чистых помещений 17 февраля 2004 г. в Киеве. Его участниками стали более 50 специалистов фармацевтической отрасли, работа которых связана с внедрением требований GMP и эксплуатацией чистых помещений.
Киевская клининговая компания «GRAND» предоставляет услуги — после строительная уборка Киев, — чистота помещений после ремонта и строительных работ. Данная услуга — это быстрое решение проблемы уборки после ремонта и строительных работ, как больших, так и малых помещений.Организаторы — компании, работающее в сфере стандартизации, проектирования, строительства и валидации чистых помещений в соответствии с международными требованиями: общероссийская общественная организация «Ассоциация инженеров по контролю микрозагрязнений» — АСИНКОМ (Россия), ООО «Фарминжиниринг» и фирма «Проминжиниринг» (Украина).
Важной составляющей семинара была презентация второго издания книги «Чистые помещения», под редакцией А. Е. Федотова, доктора технических наук, президента АСИНКОМ. В настоящее время это единственная изданная в России монография по данной проблеме. В книге подробно рассмотрены все этапы современной технологии чистых помещений — от проектирования до эксплуатации, а также стандарты ISO, введенные с 1999 г. в этой области. Некоторые из них уже приняты и утверждены как межгосударственные стандарты СНГ или государственные стандарты России. Издание является практическим пособием для разработчиков и заказчиков чистых помещений.
Стандарты по чистым помещениям
Требования к чистоте помещений для изготовления ЛС заложены в правилах GMP ЕС, где основное внимание уделяется чистым условиям производства (cleanroom technology) и системе сопутствующих мероприятий для их поддержания.
Правила GMP ЕС (Директива № 94 ЕС от 8.10.2003 г. «Принципы и правила надлежащего производства лекарственных средств») носят рекомендательный характер и не содержат технических требований к чистым помещениям.
Конкретные нормы содержатся в ряде взаимосвязанных нормативных документов — технических стандартов различного уровня: международные стандарты — стандарты ISO (International Standardization Organization — Международная организация по стандартизации); региональные стандарты — в ЕС действуют стандарты CEN (Comite Europeen de Normalisation —Европейский комитет по стандартизации) и стандарты ISO, введенные на территории ЕС, специальные стандарты — межгосударственные стандарты СНГ: ГОСТ, ГОСТ ИСО (стандарты, принятые прямым введением соответствующих стандартов ISO); национальные стандарты; рекомендации общественных организаций (профессиональных объединений инженеров и др.).
Международный стандарт ИСО 14644–1 «Чистые помещения и связанные с ними контролируемые среды. Часть 1. Классификация чистоты воздуха» принят как международный стандарт СНГ — ГОСТ ИСО 14644–1. Его обсуждению на семинаре уделялось особое внимание.
Правила GMP и чистые помещения
Чистым помещением (комнатой) называется помещение, в котором счетная концентрация взвешенных в воздухе (аэрозольных) частиц и, при необходимости, число микроорганизмов в воздухе поддерживается в определенных пределах.
Чистое помещение может содержать одну или несколько чистых зон. Чистые зоны могут быть и вне чистого помещения. Чистые зоны могут создаваться в локальных объемах: ламинарных шкафах, укрытиях, изоляторах.
Класс чистого помещения определяется в зависимости от максимально допустимой счетной концентрации аэрозольных частиц в единице объема воздуха, размеры которых равны или превышают определенную величину — при классификации чистых помещений от 0,1 до 5,0 мкм.
GMP ЕС регламентирует основные требования к чистоте воздуха при производстве стерильных ЛС в оснащенном и эксплуатируемом состоянии. Для производства стерильных ЛС (инъекционные, инфузионные препараты, глазные капли, мази, кремы, эмульсии, наносимые на стерильные участки слизистых оболочек или открытые раны и поврежденные кожные покровы) выделяют четыре типа зон.
Тип А: локальные зоны для операций с высокой степенью риска, например, зоны наполнения, укупорки, вскрытия ампул, осуществления соединений в асептических условиях.
Тип В: для асептической подготовки и наполнения — пространство, окружающее зону типа А.
Типы С и D: чистые зоны для выполнения менее ответственных этапов производства стерильных продуктов.
Конкретные методы определения параметров чистых помещений (чистоты воздуха, поверхностей и др.) содержатся в стандартах ISO и CEN. Значения максимально допустимого числа аэрозольных частиц в оснащенном состоянии соответствуют классификации ISO так: типы А и В — класс 5 ISO, тип С — класс 7 ISO; тип D — класс 8 ISO.
Правила GMP ЕС не устанавливают конкретных количественных требований к чистоте помещений для производства нестерильных продуктов. Тем не менее для защиты продукта от микроорганизмов и обеспечения стабильности и длительного срока годности препарата используются чистые помещения.
В производстве твердых форм используют зоны класса D (класс 8 ISO в оснащенном состоянии), а в производстве жидких нестерильных лекарств — зоны С (класс 7 ISO). Для жидких препаратов требуется более высокая чистота, поскольку вода является благоприятной средой для размножения микроорганизмов. Благодаря чистоте воздуха срок годности препарата достигает 3–5 лет.
Правила GMP ЕС также содержат нормы микробиологической чистоты воздуха для эксплуатируемого состояния при производстве стерильных и нестерильных препаратов.
Механизмы обеспечения чистоты
Снижение уровня загрязнений в воздухе осуществляется различными путями. С экономической точки зрения основное внимание обращается на предотвращение генерации частиц или их поступления извне:
Для регулирования и контроля уровня загрязнений воздуха после обеспечения вышеуказанных действий в технологии чистых помещений используют сочетание трех принципиальных подходов: фильтрацию воздуха, соответствующую организацию воздушных потоков в чистых помещениях и обеспечение перепада давления между помещениями.
Подходы к созданию чистых помещений
Чистое помещение — сложное, дорогостоящее и ответственное инженерное сооружение. При их строительстве важно знать требования к материалам, конструкциям, оборудованию и приборам, уметь их правильно выбрать и применить. При этом важно находить экономичные решения.
А. Е. Федотов, доктор технических наук, президент АСИНКОМ, выделил следующие основные подходы к созданию чистых помещений:
Внедрение GMP в Украине
Введение правил GMP в Украине регламентирует гармонизированное с требованиями ЕС Руководство 42–01–2001 «Лекарственные средства. Надлежащая производственная практика» (приказ МЗ Украины от 14.12.2001 г. № 506), отметил начальник Управления — Инспекторат по надлежащей производственной, дистрибьюторской практике, контролю за соблюдением лицензионных условий Юрий Подпружников.
В соответствии с этими и рядом других нормативно-правовых актов предприятия внедряют, а Инспекторат осуществляет добровольную сертификацию предприятий на соответствие GMP.
Процедура инспектирования производства в Украине идентична европейской и полностью соответствует требованиям документов PIC/S (Системы сотрудничества фармацевтических инспекций), где описаны все технические и смежные с этим вопросы инспектирования предприятий: оценка несоответствий, форма отчетов инспектора, внутренняя система качества инспекции. Разработана унифицированная форма и содержание отчета о проведении инспектирования.
Инспектирование — достаточно жесткая процедура, тем не менее ее прошли 5 отечественных предприятий, которые получили сертификаты на соответствие GMP семи производственных участков.
После получения национального сертификата предприятие имеет высокую степень уверенности, что результаты любой внешней инспекции подтвердят соответствие производства требованиям GMP.
Согласно недавно введенным в действие нормативным актам в процедуре сертификации предвидятся некоторые изменения.
Новым для Украины является определение приказом МЗ Украины от 11.01. 2004 г. Порядка аттестации и аккредитации лабораторий по контролю качества и безопасности лекарственных средств. Следующим шагом является утверждение в Минюсте правовой нормы, согласно которой предприятие, подающее на сертификацию производства по GMP, обязано иметь аккредитованную или аттестованную Государственной службой лабораторию по контролю качества лекарств. Эта процедура необходима для подтверждения того, что такая важная составляющая GMP как контроль качества лекарств на предприятии находится на должном уровне.
Второе изменение в сертификации по GMP касается срока действия сертификата. Когда предприятие сертифицирует производство по GMP впервые, то сертификат выдается ему сроком на 2 года, но не большем чем срок действия лицензии на производство. Если предприятие проходит сертификацию повторно, то сертификат выдается на три года, т. е. на весь срок действия лицензии.
Участники семинара активно обсуждали современное состояние технологии чистых производственных помещений и насущные потребности предприятий, обменивались практическим опытом. Специалистами, работающими в этой высокотехнологичной отрасли, отмечена актуальность семинара в связи со стоящей перед предприятиями задачей внедрения технологий чистых помещений и грамотного контроля чистоты производственной среды.
Подготовила Мирослава Закотей
Как предотвратить «кризис отходов» в мегаполисах
Существующая в большинстве крупных городов нашей страны система обращения с твердыми бытовыми отходами (ТБО) сложилась еще во времена СССР и в основном базировалась на полигонном захоронении.
К настоящему времени в большинстве мегаполисов бывшего СССР ресурс существующих полигонов близок к исчерпанию, что требует срочного радикального пересмотра сложившейся схемы обращения с ТБО.
Часть 1. Теория. Что такое отходы, и как с ними бороться.
ТБО по своему составу фактически могут быть разделены на 3 категории [1,3].
1. Вторичное сырье — этот вид ТБО может быть переработан в полезную продукцию с получением прибыли, или, как минимум, с компенсацией затрат на переработку за счет реализации получаемой продукции (доля таких отходов в составе ТБО — около 35 — 45%).
2. Биоразлагаемые отходы – отходы могут быть переработаны в полезную продукцию (компост), но прибыль от ее реализации не может компенсировать затраты на переработку (доля в составе — около 35%).
3. Неперерабатываемые отходы («хвосты») – в настоящее время либо не могут быть переработаны в полезную продукцию, либо затраты на такую переработку слишком велики. В лучшем случае, этот вид отходов можно безопасно «спрятать», подмешивая в качестве наполнителей в различные изделия. К этой группе мы условно относим и опасные отходы, содержащиеся в ТБО. На самом деле, вопрос обращения с ними требует отельного рассмотрения. Доля «хвостов» в составе ТБО — около 20 — 30 %
Каждой из категорий соответствуют свои методы переработки и утилизации.
1. «Вторичное сырье»: выделение из общего потока у источника образования (раздельный сбор), сепарация, дальнейшая переработка.
2. «Биоразлагаемые»: аэробное или анаэробное компостирование с получением компоста, биогаза, технического спирта и др.
3. «Хвосты»: захоронение на полигоне; уменьшение объема (прессование) и временное складирование на полигоне, использование в качестве наполнителей для строительных материалов и др.
В настоящее время метод полигонного захоронения применяется ко всей массе отходов, что вызвано, в частности, наименьшими прямыми затратами; однако в расчетах обычно не учитываются затраты, связанные с обслуживанием полигона (на период до 100 лет после его вывода из эксплуатации) и компенсация ущерба для окружающей среды. Кроме того, безвозвратно теряются природные ресурсы и прибыль, которую может дать правильно налаженная переработка ТБО.
К сожалению, нередко попытки модернизации схемы обращения с отходами во многих крупных городах (Москва, Смоленск, Нижний Новгород) сводятся к рассмотрению возможностей применения сжигания ко всей массе ТБО, что принципиально неверно.
Администрациям крупных городов, при возникновении необходимости перестройки системы обращения с ТБО, логично, в первую очередь, обращать внимание на «экономически привлекательные» отходы, далее – на иные отходы, позволяющие получать полезную продукцию и только потом – уделять внимание «хвостам».
В доказательство этого утверждения обратимся к некой теоретической модели.
Рассмотрим условный мегаполис со следующими параметрами:
1. Население – 1000000 человек.
2. Суммарное образование отходов – 1,4 млн куб м (280 тыс. т/год).Рассчитано исходя из:
— норма накопления ТБО из жилого фонда — 1,0 куб м (200 кг) на человека в год [1];
— норма накопления ТБО из общественных зданий составляет 40% от всех ТБО жилого сектора [1].3. Согласно существующей схеме, ТБО города захораниваются на полигоне. На полигоне ТБО подвергаются уплотнению бульдозером, в среднем – в 3,5 раза [1]. Таким образом объем захораниваемых ТБО составляет 400 тыс куб м/год.
4. Ресурс существующих полигонов позволяет осуществлять прием ТБО еще в течение 3 лет.
Рассмотрим два диаметрально противоположных варианта модернизации схемы обращения с ТБО. Для расчетов применяются осредненные данные по [1,2,3]:
Вариант 1. Строительство мусоросжигательных заводов (МСЗ) для переработки 100% ТБО.
Капитальные вложения в строительство МСЗ составляют, в среднем, 450 долларов США на 1 т мощности МСЗ по приему ТБО.
Эксплуатационные затраты (не включающие возврат инвестиций) составят, в среднем, 41 доллар США на тонну утилизируемых отходов.
Таким образом, в строительство МСЗ мощностью 280 тыс. т для нашего условного города необходимо вложить 126 млн. долларов США.
Дотация из бюджета на работу МСЗ составит 11,48 млн. долларов США в год.
В результате работы завода будут образовываться токсичные зола и шлак, требующие захоронения на полигоне токсичных отходов, в количестве 140 тыс. куб м или около 90 тыс. т/год (10% от объема или 32% от массы поступающих ТБО).
Практика возведения МСЗ показывает, что срок их строительства составляет не менее 4 – 5 лет (так, МСЗ № 4 в Москве строился около 10 лет). Таким образом, за счет МСЗ проблема к требуемому сроку решена не будет и через 3 года городская администрация встанет перед проблемой отсутствия мест для захоронения ТБО.
Фактически, единственное «достоинство» МСЗ заключается в увеличении ресурсов полигонов захоронения отходов до 3 раз по сравнению с прямым захоронением, с учетом уплотнения ТБО на полигоне. При этом зола от сжигания смешанных ТБО обладает высокой токсичностью и может быть захоронена только на полигонах, предназначенных для утилизации токсичных отходов, что потребует дополнительных расходов, не учтенных в данном расчете.
Вариант 2. «Постепенное продвижение» от «экономически привлекательных отходов» к «хвостам».
1. Для извлечения «вторичного сырья» из всех ТБО (35% от общей массы ТБО) возводятся мусоросортировочные комплексы (МСК). Параллельно вводится раздельный сбор вторичного сырья у источников их образования, для чего закупаются и выставляются специализированные контейнеры. Капвложения в строительство МСК и закупку контейнеров составят до 50 долларов США на 1 т мощности по приему ТБО [4]. Таким образом, суммарные капитальные вложения составят 14 млн. долларов США. На МСК сортировке должны подвергаться как отходы собранные раздельно у источника, так и смешаные отходы, поскольку доля участия населения в раздельном сборе будет невелика – 15 – 25%. По мере роста доли раздельного сбора, МСК должны переводиться преимущественно на сортировку раздельно собранных вторичных ресурсов.
По данным разных источников эксплуатационныерасходы для МСК существенно различаются, однако все авторы отмечают прибыльность этого вида деятельности. Для расчетов в рамках данной модели примем, что величина эксплуатационных расходов тождественно равна выручке от реализуемой продукции из вторсырья.
Возведение МСК «под ключ» занимает не более 1 года. Таким образом, через 1 год масса ТБО, захораниваемых на полигонах, снизится на 35% и составит 182 тыс. т/год. Оставшийся к этому моменту ресурс полигонов будет «автоматически» продлен, таким образом, с 2 до 3,1 года; а общий ресурс, отсчитываемый от начала работ по модернизации – с 3 до 4,1 года.
2. Для переработки «биоразлагаемых» отходов одновременно с возведением МСК необходимо начать строительство заводов для компостирования, мощностью по приему ТБО 182 тыс. т/год. На заводы должны подаваться все отходы, не отобранные в качестве вторичного сырья при сортировке (65% от общего объема образования). Поскольку завод для компостирования, в отличие от МСЗ, не имеет сложного химического производства, его возведение может быть завершено в течение 3 лет.
Капитальные вложения в строительство составят 150 долларов США на 1 т ТБО, всего – 27 млн. долларов США.
Эксплуатационные расходы на переработку 1 т ТБО (с учетом стоимости продажи полезной продукции) составят около 18 долларов США. Таким образом, дотация из бюджета на работу завода по компостированию ТБО составит 3,3 млн. долларов США/год.
Масса неутилизируемой части ТБО составит 84тыс. т/год (30% от общей массы образующихся ТБО).
3. Для компактирования неутилизируемой части отходов «хвостов» на площадке завода по переработке биоразлагаемых отходов должны быть смонтированы прессы, позволяющие прессовать отходы до плотности около – 1 т/куб. м. Запуск прессов в эксплуатацию должен быть осуществлен одновременно с запуском завода.
Объем «хвостов» после прессования составит 84 тыс. куб. м/год, что в 4,76 раза меньше, чем при прямом захоронении всех образующихся ТБО и в 1,67 раз меньше чем в случае использования МСЗ.
Таким образом, приведенные мероприятия позволят продлить ресурс полигонов, оставшийся к моменту пуска завода, с 1,1 до 2,38 лет, а общий ресурс полигонов – с 3 до 5,38 лет.
В сумме, предлагаемая программа потребует привлечения инвестиций в размере 41 млн. долларов США, что в 3,1 раз меньше, чем сумма инвестиций в строительство МСЗ.
Величина эксплуатационных расходов при реализации приведенной схемы составит 3,3 млн. долларов США, что в 3,5 раза меньше, чем в случае с МСЗ. При этом затраты на полигонное захоронение ТБО, при среднем тарифе на захоронение 3 доллара США/т будут снижены на 588 тыс долларов США в год (с 840 до 252 тыс. долларов США в год).
Таким образом, необходимая ежегодная дополнительная дотация из бюджета города составит 2,712 млн долларов США в год.
«Выигранные» 2.38 лет срока службы полигона необходимо употребить:
— на развитие системы раздельного сбора «сухих вторичных ресурсов», а также внедрение раздельного сбора биоразлагаемой и опасной фракций в местах образования. Это позволит направлять биоразлагаемую часть ТБО непосредственно на компостирование, а небиоразлагаемую – только на сортировку, что даст дополнительную экономию на транспортировке ТБО, повысит качество компоста и вторичного сырья;
— на внедрение схемы обращения с опасными отходами;
— на поиск технических и экономических решений по переработке балластной части ТБО («хвостов»).
Остается загадкой, почему администрации ряда городов продолжают настаивать на строительстве МСЗ. Возможно, это связано с устойчивостью традиций, сложившихся в сфере управления муниципальными отходами, вкупе с дефицитом информации о сравнительных характеристиках различных методов обращения с ТБО. А может быть – и с прямой личной заинтересованность отдельных ответственных лиц в выборе дорогих и не самых эффективных схем обращения с ТБО.
Часть 2. Практика. Опыт внедрения раздельного сбора ТБО в Санкт-Петербурге.
С экономической и организационной точек зрения, отделение потока «сухих» вторичных ресурсов значительно проще чем «влажных». Во-первых, при изначально небольшом уровне участия населения в раздельном сборе заполнение контейнера вторичными ресурсами будет происходить достаточно долго, до одной недели. Однако столь редкий вывоз не ухудшит санитарной обстановки на контейнерной площадке, поскольку доля фракций подверженных гниению в этих контейнерах минимальна. Во-вторых, эти вторичные ресурсы имеют значительную рыночную стоимость, а значит часть затрат на раздельный сбор может быть компенсирована их реализацией.
В Санкт-Петербурге сейчас внедряется программа по сбору именно этого потока. Отделение потока «влажных» отходов оставлено на перспективу, когда утвердится сам принцип раздельного сбора.
Планирование внедрения раздельного сбора в конкретном регионе следует начинать «от конца к началу технологической цепи»:
— прежде всего необходимо определиться с наличием доступных рынков сбыта каждого вида вторичных ресурсов (макулатуры, стеклобоя, металлов, пластмасс по видам);
— затем надо организовать место сортировки и предпродажной подготовки вторичного сырья – конвейерного мусоросортировочного комплекса (МСК) с прессами для пакетирования вторичных ресурсов. До начала раздельного сбора, МСК можно временно загрузить сортировкой обычных, смешанных ТБО;
— только после этого имеет смысл начинать установку спецконтейнеров в домовладениях.
На начальном этапе между участниками проекта велись оживленные дискуссии о том, по какому количеству фракций разделять поток «сухих» вторичных ресурсов на контейнерной площадке. «Технологи» говорили о достаточности «единого контейнера для вторсырья», которое будет впоследствии разделяться на МСК. «Пиарщики», напротив, считали что для лучшего понимания населением необходимо четыре разноцветных контейнера, по видам материалов: для пластмасс, стекла, металла и макулатуры. Методом «проб и ошибок» остановились на двух контейнерах: один — для бумаги, другой — для пластмасс – стекла – металла.
Ключевым вопросом жизнеспособности раздельного сбора является поддержка его населением на начальном этапе. Результаты эксперимента показали, что до 25% граждан готовы участвованть в сортировке ТБО сразу, как только будут установлены специальные контейнеры. Естественно, параллельно с их установкой необходимо обеспечить хотя-бы минимальнное информирование, например через вывешивание плакатов, банеров или распространение листовок. Участие этой группы людей – «агентов перемен» — позволяет уже на начальном этапе подвергать раздельному сбору 6-10% от общей массы отходов, что сразу обеспечивает положительный экономический эффект. Полный же потенциал участия населения в раздельном сборе оценивается ориентировочно в 75%. Но «освоение» этого потенциала возможно только постепеннное, через длительную информационную и воспитательную работу, начиная со школ и детских садов.
Очень мешает раздельному сбору «несознательная» часть граждан, в принципе не желающая задумываться о том куда девать мусор, или читать надписи на контейнерах. Их доля также составляет около 25%. Если оставить контейнеры открытыми, они очень быстро будут заполнены обычным смешанным мусором. Поэтому контейнеры для раздельного сбора должны выполняться закрытыми, и оборудованы «приемными щелями», в которые не проходит пакет со смешанными отходами. (см. рис. 1). Не следует предусматривать какие-либо запоры на крышках контейнеров «от бомжей» — это приводит к актам вандализма. Наоборот, этих людей, в данном случае, следует рассматривать как партнеров, снижающих объем отходов. Главное, чтобы крышка автоматически закрывалась.
Недостатком предложенной конструкции является невозможность сбора в контейнер больших картонных коробок, которые, однако, можно складировать рядом с контейнером для бумаги. Такая схема принята во многих городах Европы и Северной Америки (Амстердам, Торонто и др.).
Успешность развития раздельного сбора, безусловно, определяется качеством информационно – разъяснительной работы. В то же время, хорошо организованный процесс: красивые баки и контейнерная площадка, своевременный вывоз, правильная установка контейнеров сами по себе являются мощным стимулятором для участия населения. И наоборот, огромный негативный эффект несет вывоз раздельно собранных ТБО совместно с обычным мусором, или контейнеры, поставленные приемной щелью к стене. Таким образом, в первую очередь информационно – разъяснительная работа должна производиться в среде дворников, домоуправов и водителей мусоровозов.
Безусловно, информация о переходе на раздельный сбор должна быть доступна для граждан на всех этапах, однако на первых порах достаточно локальной информации в местах установки контейнеров (листовки, плакаты, банеры). По мере распространения раздельного сбора на весь город необходимо переходить к широкомасштабным рекламным акциям через СМИ и наружную рекламу. В принципе, рекламная кампания по раздельному сбору отходов мало отличается от методик маркетинговых коммуникаций компаний-производителей. Там продают товар за деньги, здесь же — решение проблемы за усилия. Главное для муниципальных властей – не забывать ежегодно выделять средства на рекламные мероприятия. Можно также задействовать положенные администрации квоты социальной рекламы.
Основная проблема, с которой пришлось столкнуться в Санкт-Петербурге – это не отсутствие поддержки людей, а нежелание мелких чиновников и обслуживающих организаций всех мастей «усложнять себе жизнь». Ведь переход на раздельный сбор – это не только установка цветастых контейнеров, но пересмотр и усложнение структуры, тарифной и информационной политики связанной с обращением с отходами на всех этапах – от сбора до изготовления конечной продукции. Недаром за рубежом весь этот процесс обозначается термином «recycling» или «замыкание круга». Переход на новую систему «усложняет жизнь» организациям, обслуживающие жилфонд, транспортным компаниям, и жителям, а выгоды получает муниципальный бюджет из-за снижения затрат на обслуживание и строительство полигонов. Не стоит «вешать» все расходы по раздельному сбору на эксплуатирующие орагнизации, расчитывая что весь процесс раздельного вывоза, сортировки и агитации окупится за счет реализации вторсырья. Между тем, грамотная схема взаимодействия между муниципальной администрацией и коммерческими предприятиями приведет к снижению издержек как тех, так и других.
В процессе внедрения раздельного сбора важно не упустить момент, когда он должен быть «легализован» нормативным актом муниципального образования. Правовую основу для его принятия создает статья 13 ФЗ «Об отходах производства и потребления». В правовом акте целесообразно, как обычно, сочетать методы «кнута и пряника», например:
— введение норм – заданий по районам, обслуживающим организациям и поселению в целом по доле отходов, которые должны быть собраны раздельно и направлены на переработку с их ежегодным повышением (например 10% — в текущем году, 20 – в следующем и т.д.).;
— компенсация издержек обслуживающих организаций, связанных с раздельным сбором, из бюджетных средств, сэкономленных за счет снижения объемов захоронения. Причем, расчеты должны производиться не только исходя из снижения объемов, направленных на захоронение (это достигается простым утаптыванием), а также и по массе вторичных ресурсов, реализованных потребителям.
— ежегодное выделение бюджетных средств на работу по информированию населения.
ЛИТЕРАТУРА
1. Твердые бытовые отходы (сбор, транспорт, обезвреживание). Справочник. Систер В. Г., Мирный А. Н., Скворцов Л. С. и др. – М., 2001.
2. Технология отходов мегаполиса. Технические процессы в сервисе. Учебное пособие. Шубов Л. Я., Ставровский М. В., Шехирев Д. В. – М., 2002.
3. Отходы областного города. Сбор и утилизация. Дарулис П. В. – Смоленск, 2000.
4. Масленников А. Ю. Мусоросортировочные предприятия. Справочник. – М., 2005г.И.В. Бабанин, Гринпис России
Биопластмассовое будущее
К 2022 году ПЭТ на биооснове будет в произведен в товарных объемах и начнет экспансию на рынок тары для напитков.
Статья из «Химического журнала» (The Chemical Journal), март 2014 (№ 3)
Крупнотоннажные полимеры: тенденции и прогнозы
Статья из «Химического журнала» (The Chemical Journal), июнь 2014 (№ 6)
Анализ альтернативных методов обезвреживания мусора
Наряду с получившими наибольшее распространение в мировой практике методами механизированного обезвреживания и переработки ТБО — сжиганием, аэробным компостированием и комплексом этих двух методов — во всем мире разрабатывают альтернативные технологии обезвреживания и переработки ТБО, направленные на получение новых материалов и извлечение из отходов ценных утильных фракций. Активизировались работы по комплексной сортировке ТБО с извлечением ценных вторичных материалов, анаэробному сбраживанию с получением горючего газа и органического удобрения. Разработана и внедрена технология извлечения из ТБО горючих фракций и изготовления топливных брикетов или гранулированного топлива, используется прессование ТБО для изготовления строительных блоков и т.д.
КОМПЛЕКСНАЯ СОРТИРОВКА И ПЕРЕРАБОТКА ОТХОДОВ
Основная целькомплексной сортировки — максимальное механизированное извлечение из всей массы ТБО утильных компонентов. В каждой конкретной схеме используют свой набор технологического оборудования, позволяющий в большей или меньшей степени отобрать утильные фракции. В табл. 1 представлены различные способы извлечения утильных фракций из бытовых отходов.
Таблица 1 – Различные способы извлечения угольных фракций из бытовых отходов
Фракции ТБО Способ извлечения Черный металл Электромагнитная сепарация Цветной металл Извлечение с помощью переменного «бегущего» магнитного поля; дробление и пневмовибрационная сепарация Бумага Пневматическое разделение фракций по скорости витания в потоке воздуха; гидропульпация и осаждение тонковолокнистых фракций Текстиль «Сухое» извлечение в цилиндрических грохотах с крючками (вильчатые установки); сепарация за счет сохранения прочности (в отличие от бумаги) при смачивании и перетирании Синтетическая пленка Пневматическое разделение по скорости витания в потоке воздуха; сепарация за счет сохранения прочности при смачивании и перетирании; электростатическая сепарация Стекло «Мокрая» сепарация в циклонах; пневматическое отделение в восходящем потоке воздуха по скорости витания; сепарация в метателях с отражательной плитой по упругости и баллистическим свойствам Пластмасса и картон Оптическое отделение бутылок и картонных упаковок
Сепарацию ТБО в основном рассматривают как способ улучшения «традиционных» методов их переработки (повышается качество компоста за счет изъятия балластных фракций, снижается засорение колосниковой решетки при сжигании мусора), а не только как метод, позволяющий утилизировать некоторые ценные компоненты ТБО.
Таким образом, эффективность метода переработки отходов, в котором акцентировано внимание на извлечение утильных компонентов, определяется закупочной стоимостью выделенных компонентов с учетом их качества. Примером служат несколько принципиально различных апробированных технологических схем комплексной сепарации ТБО.
Фирмы «Рутир», «Сорайн Чекини»(Италия) разработали технологию механизированного разделения ТБО с учетом линейных размеров, плотности, парусности, магнитных свойств и др. На первой стадии процесса ТБО освобождаются от пластмассовых мешков, в которых в Риме упаковывают отходы. Далее на колосниковом грохоте отходы разделяют на три фракции. Крупная фракция после электромагнитной сепарации направляется на сжигание, мелкая — на компостирование. Наиболее целесообразно, по мнению фирмы, отделение утильных компонентов из средней фракции. Бумага отсасывается при перегрузке материала специальными установками.
Черный металлолом извлекают магнитным сепаратором, текстиль — барабанной вильчатой установкой. Оставшийся после отбора бумаги, текстиля, черного металла материал средней фракции направляется на грохот, где в свою очередь разделяется на три фракции. Мелкая фракция, как и после первого грохочения, направляется в отделение компостирования, средняя и крупная — к машинам для отделения бумаги. Далее материал поступает в машины для отделения органической части, пригодной для производства кормового вещества. Бумага ленточными конвейерами подается на бумагоочистительное сито для окончательной продувки и очистки, а затем на пресс, где упаковывается в кипы, готовые к отправке.
Пищевые отходы разделяют на две части. Одна из них, содержащая ценные органические вещества, подается в цех для приготовления кормовых веществ, другая, содержащая в основном стекло, кости, проходит через магнитные сепараторы и сепаратор балласта и подается в машину для отделения стекла и костей. Лом черного металла, отобранный магнитными сепараторами, направляют для очистки в печь. Очищенный металл поступает на пресс для упаковки. Пищевые отходы после промывки водой при сильном встряхивании направляют на дробилку с режущими ножами. Раздробленный материал поступает в стерилизатор, куда подают пар. Внутри стерилизатора расположен смеситель, перемешивающий материал в процессе стерилизации. Материал находится в стерилизаторе 40-50 мин и нагревается до 100-110 °С. Такая температура является достаточной для инактивации всей патогенной микрофлоры. Стерилизатор работает циклично. Разгрузка производится автоматически переключением лопастей, перемешивающих и перемещающих материалы. Обезвреженный материал поступает во вращающуюся сушильную камеру. В момент поступления в камеру он аэрируется воздухом, нагретым до 80 °С, и переносится вверх, где в течение 20-25 мин подвергается действию воздуха, нагретого до 100 «С и выше. В процессе сушки влажность материала снижается до 10-12 %.
Стерильный и просушенный материал смешивают с кукурузой, витаминами и минеральными веществами. Готовая смесь направляется в установку для превращения в гранулы. Полученный кормовой продукт отвечает гигиеническим требованиям и обладает химическими свойствами, необходимыми для кормления всех животных, хотя ввиду его особенностей рекомендуется для кормления жвачных животных.
Производственная зона изготовления кормового продукта (стерилизация) надежно отделена от зон сортировки и переработки отходов. Перемещение персонала между зонами не допускается.
Органическое вещество с низкой кормовой ценностью частично направляется в биотермические барабаны для получения компоста. В последние годы фирма вместо компоста выдает новую продукцию: белково-органичес-кое удобрение в виде сухих гранул, которые экспериментально использовались в качестве топлива. Новый процесс предусматривает приостановку ферментации, разогрев с высушиванием, дополнительную очистку от балласта.
Широко применяют сортировку при переработке бытовых отходов и в Швеции. На мусороперерабатывающем заводе в Стремстаде ТБО измельчаются, проходят под магнитным сепаратором и сортируются в цилиндрическом грохоте. Мелкую фракцию направляют в смеситель, куда поступает осадок сточных вод, и далее на площадку дозревания, где из нее формируют штабеля.
В результате упрощенной сортировки на заводе получают 2,4 % лома черных металлов, 26,3 % топлива и 71,3 % фракций для компостирования. В последнюю фракцию перед компостированием добавляют 24 % (от массы исходных ТБО) осадка сточных вод.
Построенный шведской фирмой «Флект»сортировочный завод в Вийстерсе (Нидерланды) обеспечивает переработку 20 % всех бытовых отходов страны, являясь составной частью крупнейшего компостирующего завода производительностью 3 млн м3 ТБО в год. Производительность сортировочного завода — 600 тыс. м3 ТБО в год (125 тыс. т/год). Ежегодно завод производит:
9,1 тыс. т легкой бумажной массы;
7,5 тыс, т тяжелой бумажной массы;
3,5 тыс. т черных металлов;
4,5 тыс. т пластмасс;
39 тыс. т органического вещества для компостирования;
47 тыс. т балластных фракций, отправляемых на свалку.
Германская фирма IMPO MaschinenbauGMBHразработала комплекс для сортировки отходов, включающий наряду с системой транспортеров вибратор, подвесной сепаратор черного металлолома, а также сепаратор цветного металла.
Принцип работы сепаратора цветных металлов основан на использовании вихревых токов (токов Фуко), возникающих в проводнике, попадающем в переменное магнитное поле. Эти токи вызывают вторичное магнитное поле, взаимодействующее с первичным магнитным полем. В результате проводник выбрасывается из зоны действия первичного поля. Благодаря вибратору материал на ленте сепаратора разрыхляется. В шкив ленты вмонтирован магнитный барабан, вращающийся со скоростью, существенно превышающей скорость шкива. За счет возникающих вихревых токов цветной металлолом отбрасывается дальше неметаллических фракций. Полная схема комплекса включает и другие виды сортировочного оборудования.
Несомненно интересное решение проблемы сортировки и переработки отходов разработало объединение SYS-ТЕС — Gesellschaftfur Systemtechnologie mbH из Кельна.Представленная этим объединением так называемая «Технология будущего» включает значительный набор технологического оборудования для различных операций, включающих последовательно сухую механическую обработку бытовых отходов, гидрообработку отделенного на первой стадии процесса крупного отсева и отсепари-рованной бумаги, а также специальную обработку (облагораживание) извлеченных утильных фракций.
Цель технологии — максимальное извлечение утильных фракций бытового мусора, что повышает экономическую эффективность всего комплекса, сокращает площадиполигонов ТБО, снижает газовые выбросы мусоровозов.
Учитывая, что основная масса ТБО собирается жителями Германии в пластмассовые пакеты, весь поступающий на завод мусор первоначально проходит через валковую фрезерную установку для разрывания полимерных пакетов. Далее он направляется в барабанный грохот для предварительного разделения на крупные и мелкие фракции.
Крупные фракции далее проходят через пневмосепа-ратор, где по парусности (скорости витания в потоке воз-1 духа) отделяются легкие бумажные фракции.
Магнитным сепаратором из тяжелых фракций извлекается лом черных металлов. Оставшийся материал проходит оптический сепаратор, где происходит отделение пластиковых бутылок и картонных упаковок (от пищевых продуктов). Оставшийся крупный отсев и отделившиеся бумажные фракции раздельно направляются в два гидро-пульпатора, где превращаются в пульпу и подвергаются дальнейшей обработке, включающей:
повторное измельчение;
сепарацию алюминия вихревыми токами в переменном магнитном поле на специальном сепараторе цветных металлов;
превращение бумаги в бумажное волокно;
обезвоживание полученных материалов в центрифугах;
агломерация (получение окатышей) в барабанной установке;
гранулирование в шнековой установке.
ГИДРОСЕПАРАЦИЯ ОТХОДОВ
Особенностью указанного способа является использование для сортировки и переработки ТБО оборудования, выпускаемого для бумажной промышленности. Система гидросепарации ТБО была разработана фирмой «Блэк Клаусон» (США).Пластинчатым питателем отходы подавали из приемного бункера в заполненный водой смесительный резервуар «гидропульпатор», где они интенсивно перемешивались мешалками и частично измельчались.
Пульпа (шлам) шла в сепаратор, где от нее отделялись крупный металлолом и балласт, а далее — в циклон, в котором отделялись стекло, песок и мелкие фракции металла. В следующем циклоне отделялись текстиль, бумага и другие волокнистые фракции. Затем их обезвоживали и укладывали в кипы. После этих операций из пульпы отделялся осадок, пригодный для компостирования. Очищенную воду возвращали в гидропульпатор. Полный цикл переработки длился 90 мин.
При такой технологии не было необходимости в последующей очистке компоста от балластных фракций. На опытном заводе фирмы из ТБО извлекалось 13 % бумажной массы, 4 % стекла, 9 % черных и 0,3 % цветных металлов.
Учитывая трудности сбыта бумажной массы, фирма впоследствии предпочла использовать волокнистые фракции после обезвоживания для производства гранулированного топлива.
ИЗГОТОВЛЕНИЕ ГРАНУЛИРОВАННОГО ТОПЛИВА
Теплота сгорания специально отобранных и высушенных легкосгораемых компонентовбытовых отходов в 2 раза выше теплоты сгорания исходных ТБО. Полученное из мусоратопливо в отличие от исходных ТБО может длительное время храниться и транспортироваться, имеет более однородный фракционный состав, меньшую влажность и зольность, содержит меньше металлических включений, обладает высокой теплотворной способностью, так как в его состав входят такие фракции, как бумага и картон. В связи с этим ряд зарубежных фирм ведет широкомасштабные эксперименты по механическому извлечению из ТБО легкосгораемых компонентов для использования после соответствующей подготовки в качестве энергетического топлива.
Как правило, при изготовлении топлива не ограничиваются измельчением ТБО и магнитной сепарацией, а применяют пневматические сепараторы, грохоты и другое оборудование, причем получение топлива сочетается с извлечением утильных компонентов или органических веществ для компостирования.
В Англии на трех сортировочных заводах используется технология, разработанная исследовательской лабораторией «Уоррен Спринг»,в соответствии с которой бытовые отходы подвергают грубому измельчению (размер I частиц — до 200 мм), а затем направляют в грохот для разделения на две фракции. Крупную фракцию используют для получения бумажной массы и топлива, из мелкой выделяют черный металл и стекло. Схема завода включает барабанный пневматический сепаратор, отделяющий бумагу от более тяжелых фракций.
В г. Сория (Испания)построена экспериментальная установка, работающая по методу «Фероспак» для изготовления топливных брикетов из смеси ТБО с промышленными отходами растительного происхождения. Предварительно прокомпостированные отходы смешивают в соотношении 1:5 со «свежими» ТБО и загружают на сутки в биотермическую камеру. Затем материал поступает на грохот, магнитную сепарацию и дробилку для грубого (предварительного) измельчения, после чего направляется в биотермическую башню, дробилку для тонкого дробления (до фракции 1-5 мм) и во вторую биотермическую башню. За счет частичной ферментации механическая прочность компоста снижается, что способствует меньшему износу молотков дробилок и меньшей затрате энергии на дробление.
Из биотермических башен материал направляется в сушилку, куда подаются газы с первичной температурой 300-350 °С (температура материала поднимается до 120-150 °С). Подсушенный до влажности 3-8 % компост подается в брикетировочный пресс, выпускающий брикеты диаметром 80 мм. Плотность брикетов — 1,2 т/м3. Теплота сгорания брикетов (не менее 4 000 ккал/кг) обеспечивается добавлением к ТБО значительного количества древесных опилок и других подобных материалов.
ПЕРЕРАБОТКА ОТХОДОВ В АНАЭРОБНЫХ УСЛОВИЯХ
В последние годы активизировались работы по метановому сбраживанию ТБО. Фирмы «Валорга» и «Софрегас» (Франция)апробировали в производственных условиях технологию переработки отходов в анаэробных условиях с получением горючего газа и органического удобрения. Первый опытный завод, работающий по этой технологии, построен и эксплуатируется под Греноблем.
Специфика данной технологии такова: ТБО разгружают в приемный бункер, откуда грейферным краном их подают на питатель, а затем в дробилку с вертикальным валом. Измельченные отходы из дробилки перегружаются на ленточный конвейер, проходящий под сепаратором черного металлолома. Очищенный от черного металла материал направляется в метантенк (500 м3), где находится 10-16 сут при температуре 25 «С. При этом происходит сбраживание органической массы. Из каждой тонны ТБО получают 120- 140 м3 газа, который поступает в газгольдер.
Часть полученного газа откачивают компрессором и через уравнительную камеру направляют под давлением под слой перерабатываемого материала, что необходимо для перемешивания массы. Твердая фракция из метан-тенка направляется в шнековый пресс для частичного обезвоживания и далее в рыхлитель. Затем материал попадает в цилиндрический грохот, где разделяется на массу, используемую как органическое удобрение и крупный отсев.
Из 1 т ТБО получают 170 кг (140 м3) биогаза, содержащего 65 % метана, 410 кг органического удобрения влажностью 30 %, 50 кг металлолома и балластных фракций (которые извлекают магнитным сепаратором и отбрасывают дробилкой), 250 кг крупного отсева с цилиндрического грохота. 120 кг составляют газовые потери и фильтрат. Для собственных нужд завода расходуется 5 % получаемого биогаза. Биогаз можно использовать в исходном состоянии с получением 23 400 кДж/м3 тепла или после очистки от диоксида углерода и сероводорода с получением 35 600 кДж/м3 тепла.
ИЗГОТОВЛЕНИЕ КРУПНОГАБАРИТНЫХ БЛОКОВ
Прессование ТБО при высоких давлениях — один из способов улучшения условий эксплуатации полигонов. Уплотненные ТБО выделяют меньше фильтрата и газовых выбросов, при этом снижается вероятность пожаров, эффективнее используется площадь полигонов.
Уплотнители для прессования ТБО на полигонах выпускает фирма «Американ Хойстэд Деррик».Производительность уплотнителя составляет 450 т в смену, масса брикетов — 1,2-1,4 т, размер — 0,9 х 0,9 х 1,2 м. Брикет прессуется в течение 1,5 мин с максимальным давлением 19 МПа.
Японская фирма «Тезука-Косан»разработала и внедряет на базе собственного оборудования изготовление строительных блоков для затопления отходов в море. ТБО прессуют несколькими плунжерами различного сечения, поочередно внедряемыми в материал.
Давление в зоне контакта с малыми плунжерами достигает 36 МПа при общем давлении 5-6 МПа. Степень сжатия при этом методе достигает 1:10 несмотря на высокую влажность поступающих ТБО (до 56-65 %). Размер получаемого блока составляет 1,1 х 1,1 X 1,2 м, плотность -1,2-1,7 т/м3. Производительность установки -100 т в смену. В процессе прессования выдавливается фильтрат, составляющий 2-5 % массы прессуемых материалов. Готовые блоки заключают в проволочную сетку или листовой металл и применяют в качестве крупных строительных элементов. Если планируется использование блоков для строительства дамб в море, то блоки покрывают горячим асфальтом или пластмассовой пленкой.
Проведенные фирмой испытания показали за два года лишь небольшую поверхностную коррозию блоков, покрытых листовым металлом. Аэробного или анаэробного процессов, сопровождающихся повышением температуры или выделением неприятных запахов, не обнаружено.
ГИДРОЛИЗ И СБРАЖИВАНИЕ ОТХОДОВ
Основные фракции ТБО — бумага и пищевые отходы, содержащие значительное количество целлюлозы. Эксперименты по получению промышленного этилового спирта (этанола) из целлюлозы, содержащейся в ТБО, проводились в США и Великобритании. Этанол получают следующим образом: первоначально целлюлоза подвергается гидролизу, в процессе которого она реагирует с водой в присутствии соляной кислоты в качестве катализатора.
Для ускорения процесса и увеличения выхода этанола реакция проводится при высокой температуре. В результате получают сахара. Раствор сахаров сбраживается с получением раствора этилового спирта.
Далее следует быстрое охлаждение водой, нейтрализация с помощью карбоната кальция и фильтрация. После этого производится сбраживание примерно в течение 20 ч при температуре 30-38 °С. Полученный водный раствор этилового спирта очищается и перегоняется с получением 95%-ного спирта.
При гидролизе происходят две реакции: целлюлоза восстанавливается в сахар, который под действием горячей разбавленной кислоты распадается, причем скорость восстановления и распада зависит от концентрации кислоты, температуры и времени. Энергия реакции не зависит от концентрации кислоты и составляет 42 900 кал/ моль при восстановлении целлюлозы в сахар и 32 800 кал/ моль при распаде сахара.
Увеличение концентрации кислоты или температуры (или обоих факторов одновременно) ведет к повышению эффективности восстановления сахара, причем в диапазоне 170-190 «С повышение температуры на 10 °С приводит к увеличению скорости реакции восстановления сахара на 186 % и скорости распада сахара на 125 %. Расчеты позволяют выбрать концентрацию кислоты и температуру, соответствующие оптимальному выходу сахара.
Ниже приведены результаты расчета выхода 95 %-ного этанола при поступлении 250 т ТБО в сутки.Показатели Бумажные отходы, % т/сут 40100 Количество целлюлозы, т/сут 75 Максимальное (теоретическое) количество сахара, т/сут 83,5 Чистый выход Сахаров, т/сут 46 Чистый выход этанола, т/сут 22,4 Максимальный выход 95 %-ного этанола, т/сут 23,5 Отходы производства этанола (шлам), т/сут 201,9 Эксперименты по производству промышленного этанола представляют несомненный интерес. Но, как и для всякой другой технологии, важнейшими показателями являются экономические. Создание завода по производству этанола не позволяет пока отказаться от свалок, так как шлам завода, перерабатывающего 250 т/сут ТБО, составляет 200 т/сут.
Анализ рассмотренных технологий обезвреживания ТБО показывает, что большинство из них в той или иной мере сочетаются с компостированием легкоразлагаемых фракций и сжиганием высококалорийных, очищенных от балласта и пластмассы фракций.
Значительное распространение получают технологии, в которых ТБО очищают от балласта, подсушивают и превращают в топливные гранулы. Следует заметить, что этот метод применим только там, где есть потребители такого топлива (например, цементные заводы), которые могут обеспечить его сжигание при температурах выше 1200 °С.
Извлечение из ТБО утильных и балластных фракций, особенно механизированное с использованием соответствующего оборудования, позволит существенно повысить экономическую эффективность мусороперерабатываю-щего предприятия.
Многообразие новых методов переработки и утилизации отходов свидетельствует об актуальности этой проблемы. Использование новых отечественных и зарубежных материалов для изоляции полигонов ТБО позволит снизить трудоемкость работ как при строительстве, так и при эксплуатации и рекультивации полигонов.
Однако следует отметить, что и традиционные методы обезвреживания и захоронения ТБО на полигонах, компостирование и сжигание, комплекс сортировки, компостирования и термического обезвреживания, постоянно совершенствуясь, остаются надежными, эффективными методами утилизации твердых бытовых отходов.В.Г. Систер, А.Н. Мирный
Анализ альтернативных методов обезвреживания мусора
Наряду с получившими наибольшее распространение в мировой практике методами механизированного обезвреживания и переработки ТБО — сжиганием, аэробным компостированием и комплексом этих двух методов — во всем мире разрабатывают альтернативные технологии обезвреживания и переработки ТБО, направленные на получение новых материалов и извлечение из отходов ценных утильных фракций. Активизировались работы по комплексной сортировке ТБО с извлечением ценных вторичных материалов, анаэробному сбраживанию с получением горючего газа и органического удобрения. Разработана и внедрена технология извлечения из ТБО горючих фракций и изготовления топливных брикетов или гранулированного топлива, используется прессование ТБО для изготовления строительных блоков и т.д.
КОМПЛЕКСНАЯ СОРТИРОВКА И ПЕРЕРАБОТКА ОТХОДОВ
Основная целькомплексной сортировки — максимальное механизированное извлечение из всей массы ТБО утильных компонентов. В каждой конкретной схеме используют свой набор технологического оборудования, позволяющий в большей или меньшей степени отобрать утильные фракции. В табл. 1 представлены различные способы извлечения утильных фракций из бытовых отходов.
Таблица 1 – Различные способы извлечения угольных фракций из бытовых отходов
Фракции ТБО Способ извлечения Черный металл Электромагнитная сепарация Цветной металл Извлечение с помощью переменного «бегущего» магнитного поля; дробление и пневмовибрационная сепарация Бумага Пневматическое разделение фракций по скорости витания в потоке воздуха; гидропульпация и осаждение тонковолокнистых фракций Текстиль «Сухое» извлечение в цилиндрических грохотах с крючками (вильчатые установки); сепарация за счет сохранения прочности (в отличие от бумаги) при смачивании и перетирании Синтетическая пленка Пневматическое разделение по скорости витания в потоке воздуха; сепарация за счет сохранения прочности при смачивании и перетирании; электростатическая сепарация Стекло «Мокрая» сепарация в циклонах; пневматическое отделение в восходящем потоке воздуха по скорости витания; сепарация в метателях с отражательной плитой по упругости и баллистическим свойствам Пластмасса и картон Оптическое отделение бутылок и картонных упаковок
Сепарацию ТБО в основном рассматривают как способ улучшения «традиционных» методов их переработки (повышается качество компоста за счет изъятия балластных фракций, снижается засорение колосниковой решетки при сжигании мусора), а не только как метод, позволяющий утилизировать некоторые ценные компоненты ТБО.
Таким образом, эффективность метода переработки отходов, в котором акцентировано внимание на извлечение утильных компонентов, определяется закупочной стоимостью выделенных компонентов с учетом их качества. Примером служат несколько принципиально различных апробированных технологических схем комплексной сепарации ТБО.
Фирмы «Рутир», «Сорайн Чекини»(Италия) разработали технологию механизированного разделения ТБО с учетом линейных размеров, плотности, парусности, магнитных свойств и др. На первой стадии процесса ТБО освобождаются от пластмассовых мешков, в которых в Риме упаковывают отходы. Далее на колосниковом грохоте отходы разделяют на три фракции. Крупная фракция после электромагнитной сепарации направляется на сжигание, мелкая — на компостирование. Наиболее целесообразно, по мнению фирмы, отделение утильных компонентов из средней фракции. Бумага отсасывается при перегрузке материала специальными установками.
Черный металлолом извлекают магнитным сепаратором, текстиль — барабанной вильчатой установкой. Оставшийся после отбора бумаги, текстиля, черного металла материал средней фракции направляется на грохот, где в свою очередь разделяется на три фракции. Мелкая фракция, как и после первого грохочения, направляется в отделение компостирования, средняя и крупная — к машинам для отделения бумаги. Далее материал поступает в машины для отделения органической части, пригодной для производства кормового вещества. Бумага ленточными конвейерами подается на бумагоочистительное сито для окончательной продувки и очистки, а затем на пресс, где упаковывается в кипы, готовые к отправке.
Пищевые отходы разделяют на две части. Одна из них, содержащая ценные органические вещества, подается в цех для приготовления кормовых веществ, другая, содержащая в основном стекло, кости, проходит через магнитные сепараторы и сепаратор балласта и подается в машину для отделения стекла и костей. Лом черного металла, отобранный магнитными сепараторами, направляют для очистки в печь. Очищенный металл поступает на пресс для упаковки. Пищевые отходы после промывки водой при сильном встряхивании направляют на дробилку с режущими ножами. Раздробленный материал поступает в стерилизатор, куда подают пар. Внутри стерилизатора расположен смеситель, перемешивающий материал в процессе стерилизации. Материал находится в стерилизаторе 40-50 мин и нагревается до 100-110 °С. Такая температура является достаточной для инактивации всей патогенной микрофлоры. Стерилизатор работает циклично. Разгрузка производится автоматически переключением лопастей, перемешивающих и перемещающих материалы. Обезвреженный материал поступает во вращающуюся сушильную камеру. В момент поступления в камеру он аэрируется воздухом, нагретым до 80 °С, и переносится вверх, где в течение 20-25 мин подвергается действию воздуха, нагретого до 100 «С и выше. В процессе сушки влажность материала снижается до 10-12 %.
Стерильный и просушенный материал смешивают с кукурузой, витаминами и минеральными веществами. Готовая смесь направляется в установку для превращения в гранулы. Полученный кормовой продукт отвечает гигиеническим требованиям и обладает химическими свойствами, необходимыми для кормления всех животных, хотя ввиду его особенностей рекомендуется для кормления жвачных животных.
Производственная зона изготовления кормового продукта (стерилизация) надежно отделена от зон сортировки и переработки отходов. Перемещение персонала между зонами не допускается.
Органическое вещество с низкой кормовой ценностью частично направляется в биотермические барабаны для получения компоста. В последние годы фирма вместо компоста выдает новую продукцию: белково-органичес-кое удобрение в виде сухих гранул, которые экспериментально использовались в качестве топлива. Новый процесс предусматривает приостановку ферментации, разогрев с высушиванием, дополнительную очистку от балласта.
Широко применяют сортировку при переработке бытовых отходов и в Швеции. На мусороперерабатывающем заводе в Стремстаде ТБО измельчаются, проходят под магнитным сепаратором и сортируются в цилиндрическом грохоте. Мелкую фракцию направляют в смеситель, куда поступает осадок сточных вод, и далее на площадку дозревания, где из нее формируют штабеля.
В результате упрощенной сортировки на заводе получают 2,4 % лома черных металлов, 26,3 % топлива и 71,3 % фракций для компостирования. В последнюю фракцию перед компостированием добавляют 24 % (от массы исходных ТБО) осадка сточных вод.
Построенный шведской фирмой «Флект»сортировочный завод в Вийстерсе (Нидерланды) обеспечивает переработку 20 % всех бытовых отходов страны, являясь составной частью крупнейшего компостирующего завода производительностью 3 млн м3 ТБО в год. Производительность сортировочного завода — 600 тыс. м3 ТБО в год (125 тыс. т/год). Ежегодно завод производит:
9,1 тыс. т легкой бумажной массы;
7,5 тыс, т тяжелой бумажной массы;
3,5 тыс. т черных металлов;
4,5 тыс. т пластмасс;
39 тыс. т органического вещества для компостирования;
47 тыс. т балластных фракций, отправляемых на свалку.
Германская фирма IMPO MaschinenbauGMBHразработала комплекс для сортировки отходов, включающий наряду с системой транспортеров вибратор, подвесной сепаратор черного металлолома, а также сепаратор цветного металла.
Принцип работы сепаратора цветных металлов основан на использовании вихревых токов (токов Фуко), возникающих в проводнике, попадающем в переменное магнитное поле. Эти токи вызывают вторичное магнитное поле, взаимодействующее с первичным магнитным полем. В результате проводник выбрасывается из зоны действия первичного поля. Благодаря вибратору материал на ленте сепаратора разрыхляется. В шкив ленты вмонтирован магнитный барабан, вращающийся со скоростью, существенно превышающей скорость шкива. За счет возникающих вихревых токов цветной металлолом отбрасывается дальше неметаллических фракций. Полная схема комплекса включает и другие виды сортировочного оборудования.
Несомненно интересное решение проблемы сортировки и переработки отходов разработало объединение SYS-ТЕС — Gesellschaftfur Systemtechnologie mbH из Кельна.Представленная этим объединением так называемая «Технология будущего» включает значительный набор технологического оборудования для различных операций, включающих последовательно сухую механическую обработку бытовых отходов, гидрообработку отделенного на первой стадии процесса крупного отсева и отсепари-рованной бумаги, а также специальную обработку (облагораживание) извлеченных утильных фракций.
Цель технологии — максимальное извлечение утильных фракций бытового мусора, что повышает экономическую эффективность всего комплекса, сокращает площадиполигонов ТБО, снижает газовые выбросы мусоровозов.
Учитывая, что основная масса ТБО собирается жителями Германии в пластмассовые пакеты, весь поступающий на завод мусор первоначально проходит через валковую фрезерную установку для разрывания полимерных пакетов. Далее он направляется в барабанный грохот для предварительного разделения на крупные и мелкие фракции.
Крупные фракции далее проходят через пневмосепа-ратор, где по парусности (скорости витания в потоке воз-1 духа) отделяются легкие бумажные фракции.
Магнитным сепаратором из тяжелых фракций извлекается лом черных металлов. Оставшийся материал проходит оптический сепаратор, где происходит отделение пластиковых бутылок и картонных упаковок (от пищевых продуктов). Оставшийся крупный отсев и отделившиеся бумажные фракции раздельно направляются в два гидро-пульпатора, где превращаются в пульпу и подвергаются дальнейшей обработке, включающей:
повторное измельчение;
сепарацию алюминия вихревыми токами в переменном магнитном поле на специальном сепараторе цветных металлов;
превращение бумаги в бумажное волокно;
обезвоживание полученных материалов в центрифугах;
агломерация (получение окатышей) в барабанной установке;
гранулирование в шнековой установке.
ГИДРОСЕПАРАЦИЯ ОТХОДОВ
Особенностью указанного способа является использование для сортировки и переработки ТБО оборудования, выпускаемого для бумажной промышленности. Система гидросепарации ТБО была разработана фирмой «Блэк Клаусон» (США).Пластинчатым питателем отходы подавали из приемного бункера в заполненный водой смесительный резервуар «гидропульпатор», где они интенсивно перемешивались мешалками и частично измельчались.
Пульпа (шлам) шла в сепаратор, где от нее отделялись крупный металлолом и балласт, а далее — в циклон, в котором отделялись стекло, песок и мелкие фракции металла. В следующем циклоне отделялись текстиль, бумага и другие волокнистые фракции. Затем их обезвоживали и укладывали в кипы. После этих операций из пульпы отделялся осадок, пригодный для компостирования. Очищенную воду возвращали в гидропульпатор. Полный цикл переработки длился 90 мин.
При такой технологии не было необходимости в последующей очистке компоста от балластных фракций. На опытном заводе фирмы из ТБО извлекалось 13 % бумажной массы, 4 % стекла, 9 % черных и 0,3 % цветных металлов.
Учитывая трудности сбыта бумажной массы, фирма впоследствии предпочла использовать волокнистые фракции после обезвоживания для производства гранулированного топлива.
ИЗГОТОВЛЕНИЕ ГРАНУЛИРОВАННОГО ТОПЛИВА
Теплота сгорания специально отобранных и высушенных легкосгораемых компонентовбытовых отходов в 2 раза выше теплоты сгорания исходных ТБО. Полученное из мусоратопливо в отличие от исходных ТБО может длительное время храниться и транспортироваться, имеет более однородный фракционный состав, меньшую влажность и зольность, содержит меньше металлических включений, обладает высокой теплотворной способностью, так как в его состав входят такие фракции, как бумага и картон. В связи с этим ряд зарубежных фирм ведет широкомасштабные эксперименты по механическому извлечению из ТБО легкосгораемых компонентов для использования после соответствующей подготовки в качестве энергетического топлива.
Как правило, при изготовлении топлива не ограничиваются измельчением ТБО и магнитной сепарацией, а применяют пневматические сепараторы, грохоты и другое оборудование, причем получение топлива сочетается с извлечением утильных компонентов или органических веществ для компостирования.
В Англии на трех сортировочных заводах используется технология, разработанная исследовательской лабораторией «Уоррен Спринг»,в соответствии с которой бытовые отходы подвергают грубому измельчению (размер I частиц — до 200 мм), а затем направляют в грохот для разделения на две фракции. Крупную фракцию используют для получения бумажной массы и топлива, из мелкой выделяют черный металл и стекло. Схема завода включает барабанный пневматический сепаратор, отделяющий бумагу от более тяжелых фракций.
В г. Сория (Испания)построена экспериментальная установка, работающая по методу «Фероспак» для изготовления топливных брикетов из смеси ТБО с промышленными отходами растительного происхождения. Предварительно прокомпостированные отходы смешивают в соотношении 1:5 со «свежими» ТБО и загружают на сутки в биотермическую камеру. Затем материал поступает на грохот, магнитную сепарацию и дробилку для грубого (предварительного) измельчения, после чего направляется в биотермическую башню, дробилку для тонкого дробления (до фракции 1-5 мм) и во вторую биотермическую башню. За счет частичной ферментации механическая прочность компоста снижается, что способствует меньшему износу молотков дробилок и меньшей затрате энергии на дробление.
Из биотермических башен материал направляется в сушилку, куда подаются газы с первичной температурой 300-350 °С (температура материала поднимается до 120-150 °С). Подсушенный до влажности 3-8 % компост подается в брикетировочный пресс, выпускающий брикеты диаметром 80 мм. Плотность брикетов — 1,2 т/м3. Теплота сгорания брикетов (не менее 4 000 ккал/кг) обеспечивается добавлением к ТБО значительного количества древесных опилок и других подобных материалов.
ПЕРЕРАБОТКА ОТХОДОВ В АНАЭРОБНЫХ УСЛОВИЯХ
В последние годы активизировались работы по метановому сбраживанию ТБО. Фирмы «Валорга» и «Софрегас» (Франция)апробировали в производственных условиях технологию переработки отходов в анаэробных условиях с получением горючего газа и органического удобрения. Первый опытный завод, работающий по этой технологии, построен и эксплуатируется под Греноблем.
Специфика данной технологии такова: ТБО разгружают в приемный бункер, откуда грейферным краном их подают на питатель, а затем в дробилку с вертикальным валом. Измельченные отходы из дробилки перегружаются на ленточный конвейер, проходящий под сепаратором черного металлолома. Очищенный от черного металла материал направляется в метантенк (500 м3), где находится 10-16 сут при температуре 25 «С. При этом происходит сбраживание органической массы. Из каждой тонны ТБО получают 120- 140 м3 газа, который поступает в газгольдер.
Часть полученного газа откачивают компрессором и через уравнительную камеру направляют под давлением под слой перерабатываемого материала, что необходимо для перемешивания массы. Твердая фракция из метан-тенка направляется в шнековый пресс для частичного обезвоживания и далее в рыхлитель. Затем материал попадает в цилиндрический грохот, где разделяется на массу, используемую как органическое удобрение и крупный отсев.
Из 1 т ТБО получают 170 кг (140 м3) биогаза, содержащего 65 % метана, 410 кг органического удобрения влажностью 30 %, 50 кг металлолома и балластных фракций (которые извлекают магнитным сепаратором и отбрасывают дробилкой), 250 кг крупного отсева с цилиндрического грохота. 120 кг составляют газовые потери и фильтрат. Для собственных нужд завода расходуется 5 % получаемого биогаза. Биогаз можно использовать в исходном состоянии с получением 23 400 кДж/м3 тепла или после очистки от диоксида углерода и сероводорода с получением 35 600 кДж/м3 тепла.
ИЗГОТОВЛЕНИЕ КРУПНОГАБАРИТНЫХ БЛОКОВ
Прессование ТБО при высоких давлениях — один из способов улучшения условий эксплуатации полигонов. Уплотненные ТБО выделяют меньше фильтрата и газовых выбросов, при этом снижается вероятность пожаров, эффективнее используется площадь полигонов.
Уплотнители для прессования ТБО на полигонах выпускает фирма «Американ Хойстэд Деррик».Производительность уплотнителя составляет 450 т в смену, масса брикетов — 1,2-1,4 т, размер — 0,9 х 0,9 х 1,2 м. Брикет прессуется в течение 1,5 мин с максимальным давлением 19 МПа.
Японская фирма «Тезука-Косан»разработала и внедряет на базе собственного оборудования изготовление строительных блоков для затопления отходов в море. ТБО прессуют несколькими плунжерами различного сечения, поочередно внедряемыми в материал.
Давление в зоне контакта с малыми плунжерами достигает 36 МПа при общем давлении 5-6 МПа. Степень сжатия при этом методе достигает 1:10 несмотря на высокую влажность поступающих ТБО (до 56-65 %). Размер получаемого блока составляет 1,1 х 1,1 X 1,2 м, плотность -1,2-1,7 т/м3. Производительность установки -100 т в смену. В процессе прессования выдавливается фильтрат, составляющий 2-5 % массы прессуемых материалов. Готовые блоки заключают в проволочную сетку или листовой металл и применяют в качестве крупных строительных элементов. Если планируется использование блоков для строительства дамб в море, то блоки покрывают горячим асфальтом или пластмассовой пленкой.
Проведенные фирмой испытания показали за два года лишь небольшую поверхностную коррозию блоков, покрытых листовым металлом. Аэробного или анаэробного процессов, сопровождающихся повышением температуры или выделением неприятных запахов, не обнаружено.
ГИДРОЛИЗ И СБРАЖИВАНИЕ ОТХОДОВ
Основные фракции ТБО — бумага и пищевые отходы, содержащие значительное количество целлюлозы. Эксперименты по получению промышленного этилового спирта (этанола) из целлюлозы, содержащейся в ТБО, проводились в США и Великобритании. Этанол получают следующим образом: первоначально целлюлоза подвергается гидролизу, в процессе которого она реагирует с водой в присутствии соляной кислоты в качестве катализатора.
Для ускорения процесса и увеличения выхода этанола реакция проводится при высокой температуре. В результате получают сахара. Раствор сахаров сбраживается с получением раствора этилового спирта.
Далее следует быстрое охлаждение водой, нейтрализация с помощью карбоната кальция и фильтрация. После этого производится сбраживание примерно в течение 20 ч при температуре 30-38 °С. Полученный водный раствор этилового спирта очищается и перегоняется с получением 95%-ного спирта.
При гидролизе происходят две реакции: целлюлоза восстанавливается в сахар, который под действием горячей разбавленной кислоты распадается, причем скорость восстановления и распада зависит от концентрации кислоты, температуры и времени. Энергия реакции не зависит от концентрации кислоты и составляет 42 900 кал/ моль при восстановлении целлюлозы в сахар и 32 800 кал/ моль при распаде сахара.
Увеличение концентрации кислоты или температуры (или обоих факторов одновременно) ведет к повышению эффективности восстановления сахара, причем в диапазоне 170-190 «С повышение температуры на 10 °С приводит к увеличению скорости реакции восстановления сахара на 186 % и скорости распада сахара на 125 %. Расчеты позволяют выбрать концентрацию кислоты и температуру, соответствующие оптимальному выходу сахара.
Ниже приведены результаты расчета выхода 95 %-ного этанола при поступлении 250 т ТБО в сутки.Показатели Бумажные отходы, % т/сут 40100 Количество целлюлозы, т/сут 75 Максимальное (теоретическое) количество сахара, т/сут 83,5 Чистый выход Сахаров, т/сут 46 Чистый выход этанола, т/сут 22,4 Максимальный выход 95 %-ного этанола, т/сут 23,5 Отходы производства этанола (шлам), т/сут 201,9 Эксперименты по производству промышленного этанола представляют несомненный интерес. Но, как и для всякой другой технологии, важнейшими показателями являются экономические. Создание завода по производству этанола не позволяет пока отказаться от свалок, так как шлам завода, перерабатывающего 250 т/сут ТБО, составляет 200 т/сут.
Анализ рассмотренных технологий обезвреживания ТБО показывает, что большинство из них в той или иной мере сочетаются с компостированием легкоразлагаемых фракций и сжиганием высококалорийных, очищенных от балласта и пластмассы фракций.
Значительное распространение получают технологии, в которых ТБО очищают от балласта, подсушивают и превращают в топливные гранулы. Следует заметить, что этот метод применим только там, где есть потребители такого топлива (например, цементные заводы), которые могут обеспечить его сжигание при температурах выше 1200 °С.
Извлечение из ТБО утильных и балластных фракций, особенно механизированное с использованием соответствующего оборудования, позволит существенно повысить экономическую эффективность мусороперерабатываю-щего предприятия.
Многообразие новых методов переработки и утилизации отходов свидетельствует об актуальности этой проблемы. Использование новых отечественных и зарубежных материалов для изоляции полигонов ТБО позволит снизить трудоемкость работ как при строительстве, так и при эксплуатации и рекультивации полигонов.
Однако следует отметить, что и традиционные методы обезвреживания и захоронения ТБО на полигонах, компостирование и сжигание, комплекс сортировки, компостирования и термического обезвреживания, постоянно совершенствуясь, остаются надежными, эффективными методами утилизации твердых бытовых отходов.В.Г. Систер, А.Н. Мирный
Рециклинг шин: технологии и оборудование
Переработка шин и резинотехнических изделий – одна из наиболее актуальных проблем, из числа поставленных мировым автомобилестроением перед человечеством. Как правило, утилизация шин, выработавших свой срок службы, сводится в настоящее время к простому выбрасыванию их в ближайшем «удобном» месте или захоронению на свалке. Вряд ли этот способ можно назвать экологически безопасным, поскольку в естественных условиях шины разлагаются более ста лет.
С июля 2006 г. Европейский Союз законодательно запретил сжигать и закапывать в землю использованные автопокрышки. В связи с этим многие страны начали активный поиск альтернативных способов их утилизации. Оборудование для переработки шин стоит недешево, но оно окупается в течение от года до трех лет и затем приносит чистую прибыль. В университете г. Висконсина (США) был разработан способ утилизации шин, при котором их заливали жидким азотом. Шины становились хрупкими, как стекло, их дробили и получали сырье, используемое в строительстве дорожного покрытия. Испытания показали прекрасный коэффициент сцепления такой дороги с автомобильными колесами и самый низкий уровень шума. Стоимость сырья из покрышек не превышала стоимости асфальта. Американский билль о транспорте поддержал применение резиноасфальта, что позволило использовать до 30 % использованных шин из накапливаемых ежегодно в США.
Свой вариант применения старых шин есть и у болгар- ских специалистов (каучуковый комбинат г. Писариджик). Они уже несколько лет производят резиновые шпалы для рельсовых путей в шахтах. У таких шпал несколько преимуществ: в 3 раза дешевле традиционных (железобетонных), лучше амортизируют удары и глушат шум, устойчивы к воздействию рудничных вод, к ним не нужен балласт из щебенки, и по окончанию срока службы эти шпалы можно снова переработать. Но, пожалуй, самый экологически чистый способ переработки старых шин запатентован в колумбийском университете (США). В специальной емкости они подвергаются биологическому разложению с помощью микробов с получением крошки для удобрения полей. В настоящее время существует уже около десятка технологий переработки шин.
Водоструйный метод. Технология представляет собой экологически чистый процесс: в специальной камере шина подвергается атаке струй воды под высоким давлением. Вода вырывает кусочки резины, которые затем отделяются в специальном сепараторе. В результате получается крошка размером 0,05–1 мм. Энергозатраты составляют 1кВт·ч на 1 кг получаемой резины. Данная технология отличается высоким качеством получаемого продукта и не требует больших производственных пло- щадей.
Бародеструкционный способ. Эта технология предусматривает предварительное дробление шин на крупные куски, которые в дальнейшем загружаются в специальную камеру, где под действием высокого давления и температуры резина подобно жидкости отжимается из металлокорда. Получаемая крошка имеет размеры до 0,8 мм. К сожалению, полной очистки металлокорда достичь не удается, поэтому следует предусматривать дополнительную очистку металлокорда или его утилизацию. Озонная технология считается одной из перспектив- ных. После удаления бортового кольца шину режут на 4 части и помещают в специальную камеру, где подвергают воздействию озоносодержащего газа и одновременному механическому воздействию. В процессе обработки озон разрушает связи в резине, а механическое воздействие позволяет развиваться микротрещинам. В итоге резина просто осыпается с металлического каркаса. Получаемый порошок не слипается, а размер частиц не превышает 0,1–0,2 мм.
Механическое дробление. После удаления бортовых колец шину разрезают на 4 части и пропускают через специальные вальцы, разрушающие ее. Затем крупные куски резинокордной конструкции дробят и отделяют резину от корда. Отделенную резину измельчают и получают крошку. Резиновая крошка используется для производства вторичных резинотехнических изделий (коврики, втулки и т.д.). К сожалению, в этом случае тоже не удается полностью очистить металлокорд, поэтому его вторичное использование в качестве лома черных металлов за- труднительно, а порой и невозможно. В то же время одно из неоспоримых достоинств механического способа – низкая себестоимость.
Термический способ. Обработка шин высокой температурой сопряжена с несколькими сложностями, поэтому для этого процесса необходимо дорогостоящее оборудование. Результатом технологического процесса является разложение резины на составляющие, поэтому о сбыте резиновой крошки здесь речь не идет. Газ, получаемый в процессе пиролиза, используется здесь же. Система полностью замкнута, и вредных выбросов в атмосферу нет. Энергетический баланс позволяет создавать на базе предприятия новые производства и снабжать тепловой энергией местных потребителей.
Взрывоциркуляционная технология переработки покрышек по сравнению с другими основана на принципиальной замене способа разрушения с традиционного механического на взрывной с циркуляцией продуктов взрыва. А взрыв, как известно, самый сильный и дешевый разрушитель в природе. Без сомнения, эта технология позволила осуществить прорыв в сфере переработки покрышек.
Российский рынок представлен следующими отечественными комплексами по переработке изношенных автомобильных шин. Южно-Уральская промышленная компания использует технологию переработки автошин и пластмасс в высококачественный мазут для котельных. В комплекс по переработке изношенных автопокрышек и пластмасс входят: установка-реактор, ножницы для измельчения автопокрышек и 3 тигеля для выгрузки. Данная установка-реактор способна переработать 5 т/сут исходного сырья (изношенные автопокрышки).
ЗАО «НПФ «НОВОТЕХ» ведет проектирование и строительство заводов по переработке старых автомобильных шин, основанных на технологии взрывоциркуляционного измельчения шин, разработанной в КБ компании. Все оборудование спроектировано и изготовлено в России. Технология и продукция завода представлена под маркой EXPLOTEX®.
Фирмы «Турботехмаш» и «КОНСИТ-А» предлагают экологически чистую технологическую линию по переработке изношенных шин с применением низкотемпературного охлаждения. ООО «Компания «ДЕКАП» – мобильный комплекс по переработке (утилизации) изношенных автопокрышек с металлическим, текстильным кордом и комбинированных шин диаметром до 2 тыс. мм – КПШ-01, представляющий собой мини-завод с полным циклом переработки отслуживших свой срок шин.
В индустриально развитых странах существует государственное финансирование, приняты законы, стимулирующие переработку и использование продуктов рециклинга резины, осуществляются различные дотационные схемы. Стратегия стран ЕЭС заключается:
• в предотвращении образования отходов;
• в рециклировании отходов и вторичном использовании материалов;
• в оптимизации конечной обработки отходов;
• в регламентации транспортировки отходов;
• в проведении мероприятий по реабилитации окружа- ющей среды;
• в воспитании населения в духе рационального потреб- ления;
• в включении экологических параметров в стандарты качества продукции.
В нашей стране основным инициатором решения проблемы также является государство, однако бюджетное финансирование со всеми его ограничениями и трудностями не способствует осуществлению высокорентабельных проектов. Необходимо создание государственных комплексных программ, направленных на организацию сбора, временного хранения, переработки и развития рынка потребления продуктов утилизации шин.Г.Г. Лускин, генеральный директор ООО «Росконтракт»
Виды на городскую помойку
Решение Сбербанка России выделить 8 миллиардов рублей на современный мусороперерабатывающий завод в Янино, экологи Петербурга считают важнейшим: город скоро начнет задыхаться от отходов. Накануне корреспондент «Известий» посетила действующий «Завод МПБО-II» в Янино и увидела, как перерабатывается городской мусор сегодня.
Мне непонятно, как запах, ощутимый еще за несколько километров до проходной завода, не стирает улыбку с лица женщины-вахтера, проверяющей у визитеров документы. Тем не менее, говорят, свою работу здесь любят.
Скоро недалеко от действующего начнется строительство нового завода с современными технологиями переработки мусора. Сейчас в Янино принимают самосвалы с отходами в основном из северных районов Петербурга: стоимость доставки ниже.
Начальник производственного цеха Александр Лазарюк соглашается провести корреспондента «Известий» по мусорному царству. От здания администрации приближаемся к весовой — огромной автоматической арке, в которую въезжают грузовики с содержимым. Лазарюк управляет процессом по рации. Самосвал встает на весы, на компьютере появляется сигнал о том, что в привезенных отходах ничего радиоактивного нет. Машина въезжает на территорию завода.
Вначале мусор попадает на ручной конвейер. Высоко под потолком цеха невидимые мне люди методично сортируют то, что утрамбовано в мусорные мешки, и отправляют под пресс. С этого момента часть мусора гордо называется ПВД — полиэтилен высокого давления. Еще здесь есть ПЭТФ — пластиковые бутылки из-под напитков, ПНД — бутылки, в которые когда-то разливали отбеливатель. В бытовых отходах присутствует также макулатура, алюминий. Мусор, спрессованный в брикеты, продадут для вторичного использования. Из макулатуры сделают туалетную бумагу, а бутылки станут пластиковыми частями автомобилей.
Все, что не прошло ручную обработку, отправляется по конвейеру дальше. Цех, которому уже 15 лет, стал пристанищем для огромных разогретых барабанов, в которых вращается «органика» — пищевые отходы. В барабаны подается теплый воздух, для того чтобы их содержимое тщательно перебродило в течение 36 часов. Из барабанов получают уже почти готовый компост.
В этом цехе, как и на всем заводе, рабочие начинают смену в восемь утра. Но работать здесь сложнее, чем в других цехах, потому что горячие бочки с биомассой источают аромат, дышать которым неприятно.
После того как отходы разложились, их просеивают через специальное сито. Этот процесс называется грохотанием. То, что не просочилось сквозь ячейки, заканчивает свой путь на полигоне. Получившийся в итоге компост оставляют на территории завода, а когда начинается сельскохозяйственный сезон, продают как удобрение. На органических кучах суетятся полчища птиц, для них здесь и стол, и дом.
Летом на территории завода в Янино очень чисто, цветут клумбы, высажены ели. Стены цехов — в серо-зеленой цветовой гамме. «На нашем заводе есть даже отдел экологии, гдемусор исследуют, чтобы улучшить процесс утилизации», — говорит Александр Лазарюк.
Всего в Петербурге скапливается около 2 миллионов тонн мусора в год. В городе действуют два мусороперерабатывающих завода: «Завод МПБО-II» в Янино и его филиал в поселке Горелово. Они перерабатывают около 25% от общего количества твердых бытовых отходов.
В городе продолжается открытый конкурс на лучший проект нового мусороперерабатывающего завода, который будет построен на участке, граничащем с территорией «Завод МПБО-II» в Янино. Проект, поддержанный Сбербанком России, будет реализован на основе государственно-частного партнерства. Победитель конкурса, который завершится в конце 2010 года, должен ежегодно перерабатывать не менее 350 — 400 тысяч тонн городских отходов. Новый завод планируется запустить в 2014 году. Через 25 лет он перейдет от частного владельца в собственность города.
«В результате конкурса мы должны минимизировать отходы, идущие на свалку. Конечно, здесь нельзя говорить о стопроцентной переработке. Тридцать процентов при нынешних технологиях, к сожалению, будут оставаться всегда», — считает Всеволод Хмыров, начальник управления по обращению с отходами производства и потребления Санкт-Петербурга.
Представители экологических общественных организаций уверены, что обеспечить такую глубину переработки заявленного количества отходов можно только в том случае, если будет использована технология мусоросжигания, которую они считают опасной для окружающей среды. Альтернатива есть — селективный сбор отходов.
Многие горожане уже видели в своих дворах бачки для раздельного сбора бытового мусора. Таких бачков в городе уже около двух тысяч. Однако воспользоваться ими иногда невозможно — они забиты или повернуты к стенам. Игорь Бабанин, координатор проектов по эффективному использованию ресурсов «Гринпис России», считает, что в этом виновата государственная система работы с ТБО: «Жилищные службы, которые контролируют площадки сбора мусора, не следят за тем, чтобы бачки своевременно опустошались».
В городском управлении по обращению с отходами производства и потребления считают, что система раздельного сбора мусора в настоящее время не может быть эффективной. «Мы сегодня отстаем в этой отрасли на 25 лет, — утверждает Всеволод Хмыров. — Нам не нужен селективный сбор, который в некоторых европейских странах был доведен до абсолютизма. Достаточно собирать только два вида бытовых отходов: пищевые и остальные, потому что технология шагнула вперед».
Александра Николаева
Общая характеристика экономических условий переработки отходов
Общая характеристика экономических условий переработки отходов по малотоннажным технологиям и рекомендации по мерам стимулирования в этой области
Существует определенная группа отходов производства и потребления, которые создают типовые экологические проблемы в каждом регионе России. К числу таких отходов следует отнести макулатуру, древесные, текстильные и полимерные отходы, изношенные шины и некоторые другие отходы.
Все перечисленные отходы являются многотоннажными. Значительная их часть представляет коммерческий интерес. Существуют производства по переработке указанных отходов. Тем не менее значительная часть отходов не собирается и не перерабатывается. Вместе с тем различными организациями разработаны и предлагаются технологии по переработке упомянутых отходов, причем, по утверждению разработчиков, достаточно эффективные. При этом номенклатура выпускаемой с использованием отходов продукции весьма разнообразна и определяется качеством отходов как вторичного сырья, а также соотношением цен и местными особенностями спроса на взаимозаменяемые виды продукции из первичного и вторичного сырья.
В настоящее время в связи со все более возрастающими объемами захоронения отходов на свалках и полигонах, все более остро ставится вопрос об увеличении доли утилизации отходов.
Из зарубежного опыта известно, что значительная часть объемов образующихся отходов перерабатывается малыми предприятиями и эффективность их работы определяется совокупностью мер поддержки как экономической так и административной.
Использование того или иного вида отхода определяется рядом факторов, таких как объем образования отхода, который должен быть, во-первых, больше объема транспортной партии, а во-вторых, объем образования отходов на территории, радиус которой равен максимальному экономически рентабельному расстоянию перевозки, должен превышать мощность предприятия; состав отхода, наличие технологий для переработки отхода, спрос на продукцию с использованием отхода. Все указанные факторы можно объединить понятием потребительские свойства отхода.
Все отходы, исходя из их потребительских свойств как вторичного сырья, можно разделить на четыре категории:
Как показывает отечественный и зарубежный опыт, процесс сбора и переработки отходов можно подразделить на
При этом в первую очередь собирают и перерабатывают отходы высокого качества и частично отходы среднего качества в виде компактов от производственной сферы. Затем эти же виды отходов в виде компактов от сферы потребления и частично от населения. И, в конечном итоге, переходят к практически полному сбору и утилизации отходов.
Следует отметить, что если в первом случае сбор и переработка отходов экономически выгодны, во втором — рентабельность переработки невысокая и зависит от существующей экономической ситуации и местных условий; то практически полный сбор и переработка отхода, в большинстве случаев, убыточна. Так, например, в Германии достаточно хорошо поставлена система сбора и переработки отходов полиэтилена во вторичный гранулят. При этом последний оказывается на 20% дороже первичного. Отмечается, что практически полный сбор и переработка отхода, несмотря на экономию материальных и энергетических ресурсов при их переработке, убыточны из-за высоких затрат ручного труда на сбор, сортировку и первичную обработку отхода, а также из-за высоких транспортных расходов. Что касается полимерных отходов, то следует отметить и проблему сортировки отходов из-за отсутствия маркировки полимерных изделий по виду полимера.
В настоящее время заготавливается и перерабатывается практически полностью высококачественное вторичное сырье и значительная часть отходов среднего качества. Наиболее вероятным источником вторичного сырья для малотоннажного производства являются отходы среднего качества и трудноутилизируемые отходы.
Таким образом, для развития малых предприятий в области переработки отходов на первый взгляд есть следующие условия:
Одним из главных условий создания указанных предприятий являются инвестиции. В реальных экономических условиях предоставление инвестиций предполагает малый срок возврата средств (или срок окупаемости капитальных затрат). Как правило, этот срок составляет не более 1-2 лет.
Несмотря на то, что значительное количество предлагаемых технологий предлагают срок окупаемости капитальных затрат 1-2 года, большого развития малых предприятий по переработке отходов не наблюдается.
В этой связи нами было проведено исследование по оценке эффективности наиболее распространенных малотоннажных технологий по переработке некоторых основных видов отходов.
Для проведения анализа были обобщены данные по малотоннажным технологиям (мощностью не более 5-6 тыс. т /год):
Методика проведения оценки эффективности строилась следующим образом. На основании рекламных и других данных оценивалась себестоимость производства и проектная цена за единицу продукции (с учетом срока окупаемости капитальных затрат), которая сравнивалась либо с ценой на существующую конкурентную продукцию, либо с экспертно установленной ценой возможной реализации продукции и далее оценивался «реальный» срок окупаемости капитальных затрат. Если этот срок превышал 2 года, то проводились оценки, целью которых было сформировать условия (экономические), при которых срок окупаемости не превышал бы 1-2 года.
В ходе анализа за цены на энергоносители и материалы принимались соответствующие цены, существующие на тот период в Московском регионе.
Проведенный анализ показал, что в большинстве случаев продукция, производимая из отходов, неконкурентоспособна (по уровню цены) с предлагаемой на рынке аналогичной продукцией.
Наиболее часто получается так, что себестоимость продукции ниже цены на конкурентную продукцию, однако для обеспечения возврата средств в течение 2 лет необходимо, чтобы цена реализации была бы значительно больше цены на конкурентную продукцию.
Реальный срок окупаемости капитальных затрат для большинства распространенных технологий оценивается в 3-5 лет (без учета возврата процентов по кредитам).
Основными статьями затрат в себестоимости продукции являются расходы на энергоносители (20-45%), особенно для технологий, включающих операции измельчения и сушки, расходы на содержание и эксплуатацию оборудования (включая амортизационные отчисления до — 40-60%, особенно для энергоемких технологий), что связано с высокой стоимостью оборудования. В отдельных случаях (при использовании первичного сырья или высококачественного вторичного сырья) расходы на сырье и материалы возрастают с 16-25% до 40-80%. Фонд оплаты труда и отчисления от него составляют от 3-8% до 25-35%.
Большое влияние на эффективность технологий переработки отходов оказывает высокий уровень налогооблажения. Так доля двух основных налогов — НДС и налога на прибыль — в объеме реализации продукции оценивается в 20-60% отношение величины налогов к величине прибыли предприятия составляет 85-130%.
Кроме указанных параметров в процессе оценки эффективности технологий по переработке отходов оценивался уровень экологических платежей (платежей за размещение отходов), который сравнивался с уровнем необходимых капитальных затрат на организацию производства. Как правило, эти платежи более чем на порядок меньше капитальных затрат и не являются стимулом для организации производств по переработке отходов.
Таким образом, в существующих экономических условиях, по нашему мнению, реализовать предлагаемые технологии на малых предприятиях не представляется возможным.
Несмотря на указанны недостатки, исходя из зарубежного и отечественного опыта, при оказании определенных мер поддержки могут быть сформированы условия для реализации технологий переработки отходов при малых сроках окупаемости капитальных затрат.
В целях стимулирования организации указанных для органов местного самоуправления можно рекомендовать:
Предприятиям, организующим переработку собственных отходов можно рекомендовать:
Девяткин В.В.
Гаев Ф.Ф.
НИЦПУРО
О проблемах законодательства в области обращения с опасными отходами
Очевидно, что обращение с опасными отходами должно регулироваться государством в целях обеспечения безопасности для людей и природы. Вопрос, однако, состоит в степени и целесообразности этого регулирования. С одной стороны, государственное регулирование (административное регулирование) должно стратегически снижать риски загрязнения окружающей среды, с другой стороны, такой механизм должен быть эффективным экономически и простым, не чрезвычайно обременительным. Я хочу обратить ваше внимание на три механизма: нормирование образования отходов, плата за негативное воздействие на окружающую среду и лицензирование деятельности по сбору, использованию, обезвреживанию, транспортировке, размещению опасных отходов.
Вряд ли следует оспаривать необходимость того, чтобы загрязнитель платил за загрязнение, однако из механизма регулирования это превратилось в «механизм выжимания денег» из предприятий, причем бюджет с этого «пирога» получает мизерную долю в виде платежей за размещение отходов и выдачу лицензий, остальное (до 97%) получают всевозможные посредники, лаборатории и «эксперты».
Нормирование образования отходов в существующем виде, на мой взгляд, вообще лишено смысла. Задача государственного управления стоит в стимулировании снижения объема образующихся отходов и снижении их негативного воздействия (отходов должно быть меньше и меньше должно быть опасных отходов). Установление нормативов образования отходов, к сожалению, ничего не стимулирует, это следствие самой методики установления нормативов (утверждена Приказом Ростехнадзора России №703 от 19 октября 2007 г.) и Правил разработки и утверждения нормативов образования отходов и лимитов на их размещение (утверждены Постановлением Правительства от 16 июня 2000 г. № 461), которая основана на заявительной системе (норму и лимит фактически устанавливает заявитель). «Основанием для отказа в установлении нормативов образования отходов и лимитов на их размещение является представление указанных заявления и документов не в полном объеме либо наличие в их составе искаженных сведений или недостоверной информации». Следовательно, будет утвержден любой норматив, даже превышающий отраслевой в несколько раз, при условии предоставления «достоверных сведений» экспериментальным методом (например, при работе на устаревшем оборудовании или при применении ресурсоемкой технологии)! В тоже время, в Административном регламенте Федеральной службы по экологическому, технологическому и атомному надзору по исполнению государственной функции по установлению лимитов на размещение отходов имеется довольно обширный перечень «мотивированных отказов», ссылающихся на недействующие нормативные акты (например, приказ МПР России от 11 марта 2002 г. № 115), а отдельные формулировки дают широкие возможности к бюрократическим придиркам (так например, обстоит дело с «документальным подтверждением» сведений о составе отходов потребления, т.к. не ясно, какой документ будет являться достаточным).
Согласно тому же административному регламенту, Постановлению Правительства №461 и Федеральному закону №89-ФЗ Территориальные органы Ростехнадзора устанавливают лимиты на размещение отходов в соответствии с нормативами предельно допустимых вредных воздействий на окружающую природную среду. Однако таких нормативов для отходов не существует! Есть только гигиенические требования к размещению и обезвреживанию отходов производства и потребления, установленные в СанПиН 2.1.7.1322-03, п.3.11-3.14, но действуют они только в отношении мест централизованного использования, обезвреживания и захоронения отходов производства и потребления (объектов), т.е. они не распространяются на места образования отходов.
Согласно п.11 Постановления Правительства №461 «Лимиты на размещение отходов устанавливаются сроком на 5 лет при условии ежегодного подтверждения индивидуальными предпринимателями и юридическими лицами неизменности производственного процесса и используемого сырья». Не проще ли обязать предприятия переоформить ПНООЛР в случае изменения технологического процесса, а не заниматься ежегодным бумаготворчеством?
При такой ситуации ПНООЛР, который должен быть проектным документом, обосновывающим норматив образования отходов в рамках нормативов предельно допустимых вредных воздействий на окружающую природную среду, фактически теряет смыл, т.к. не способствует, ни ресурсосбережению, ни снижению объема образования отходов, а утверждение нормативов и получение разрешений – фактически является системой декларирования отходов. И это, при том, что сам проект настолько сложен, что практически исключает его самостоятельную разработку предприятиями. Так развилась индустрия экологического проектирования, а чрезвычайная сложность проектирования породила бессмысленную бумажную возню при их утверждении, очереди и как следствие — повод для коррупции.
Таким образом, существующая система нормирования образования отходов фактически представляет собой чрезмерно бюрократический механизм декларирования образования отходов, абсолютно не стимулирующий минимизацию образования отходов, т.е не выполняет поставленной задачи.
Какой смысл в громоздком ПНООЛР, если у инспекторов нет реальной возможности контролировать достоверность предоставленной информации? Смысл же нормативов образования отходов в реальности не стимулирует к ресурсосбережению, т.к. в основном привязан к удельным показателям, а не к фактическим. Так, например, многие проекты выполняются с использованием программного обеспечения, основанного на данных из «Сборника удельных показателей образования отходов производства и потребления», которые не могут быть использованы в качестве нормативов, о чем сказано в разъяснениях по применению в этом сборнике: » 1.4. Приведенные в Сборнике данные по удельным показателям образования отходов не рекомендуется использовать в качестве нормативов, поскольку значения многих из них определены как среднестатистические или среднеотраслевые с усреднением различий предприятий по уровню организации производства и качества перерабатываемого сырья«.
Стоит признать, что система разрешений на размещение отходов не выполняет никакой функции кроме обоснования платежей за размещение отходов. Ограничений никаких нет, т.к. нет самих нормативов предельно допустимых вредных воздействий на окружающую природную среду для отходов. Не проще ли, в таком случае, платежи за негативное воздействие на окружающую среду производить на основании декларации, как это происходит с оплатой налогов?
Из нормирования вытекает другая проблема — плата за размещение отходов производства и потребления.
Плата за негативное воздействие на окружающую среду установлена статьей 16 Федерального закона №7-ФЗ «Об охране окружающей среды», а «порядок исчисления и взимания платы за негативное воздействие на окружающую среду устанавливается законодательством Российской Федерации». Вот только нормативного документа, устанавливающего такой порядок не существует (есть Порядок определения платы и ее предельных размеров за загрязнение окружающей природной среды размещение отходов, другие виды вредного воздействия, утвержденный Постановлением Правительства №632). Согласно Постановлению Правительства от 12 июня 2003 г. № 344 «О нормативах платы за выбросы в атмосферный воздух загрязняющих веществ стационарными и передвижными источниками, сбросы загрязняющих веществ в поверхностные и подземные водные объекты, размещение отходов производства и потребления» установлены нормативы платы за размещение отходов производства и потребления в рублях за тонну. Однако, не ясно, как рассчитывать размер платы за размещение отходов, т.к. не ясно, что собственно понимается под негативным воздействием размещенных отходов. Не ясно также, за какой объем отходов следует плата, за хранящиеся, накопленные, размещенные, захороненные… и за какой период. Это привело к тому, что плата рассчитывается на основании Приказа Ростехнадзора от 5 апреля 2007 г. № 204 «Об утверждении формы расчета платы за негативное воздействие на окружающую среду и порядка заполнения и представления формы расчета платы за негативное воздействие на окружающую среду». Согласно этому документу, а точнее Приложению 2, объем отходов суммируется из отходов направленных на захоронение и отходов, находившихся на хранении за определенный период (квартал). Позвольте, если отходы перед захоронением временно хранились на предприятии (что неизбежно), то плата рассчитывается по одному и тому же объему отходов дважды! На каком основании Приказ Ростехнадзора фактически устанавливает порядок исчисления платы за негативное воздействие на окружающую среду? Справедливо ли то, что ведомство, контролирующее взимание этой платы само фактически устанавливает «порядок исчисления и взимания платы за негативное воздействие на окружающую среду»? Прокуратура ведь не утверждает законы, а ФНС не устанавливает налоги?
Следующий казус несет в себе Письмо Ростехнадзора от 25 июля 2007 г. № 04-09/1002. Согласно этому документу, вопреки формулировке в законе «Об отходах производства и потребления», дается ссылка на пункт 2.5 Санитарно-эпидемиологических правил и нормативов 2.1.7.1322-03 «Гигиенические требования к размещению и обезвреживанию отходов производства и потребления» (СанПиН 2.1.7.1322-03), где объектом размещения отходов также считаются открытые площадки или специализированные помещения, на которых производится временное хранение отходов, в том числе в целях их последующей утилизации. А далее делается сногсшибательный вывод: «В случае если на конец отчетного периода размещаемых отходов не имеется, то основания для взимания платы за негативное воздействие на окружающую среду отсутствуют. Таким образом, отходы филиала ЗАО, размещаемые в специализированных контейнерах на оборудованных в соответствии с установленными требованиями площадках, при условии их вывоза в течение отчетного периода при расчете платы не учитываются».
Из этого следует: успел вывезти – не платишь, не успел – платишь! Т.е. предприятие будет регулярно, в конце квартала вывозить свои отходы на захоронение и не будет платить за размещение отходов? Получается, что отходы при временном хранении не оказывают негативного воздействия на окружающую среду?
Другие проблемы связаны с паспортизацией отходов. ГОСТом 30774-2001 «Паспорт опасности отходов» установлена форма паспорта опасности отхода, однако утверждение этого ГОСТа 1 июля 2002 года не повлекло соответствующие изменения в законодательных актах. В законе «Об отходах производства и потребления» осталась формулировка «паспорт опасного отхода». К чему это привело (термины «опасности» и «опасного» имеют принципиальную разницу, хотя на слух практически идентичны).
Федерального закона №89-ФЗ «Об отходах производства и потребления» требует составлять паспорт опасного отхода на опасные отходы. Более того, для опасных отходов необходимо подтверждать класс опасности, согласно п.2. ст.14 этого закона. Таким образом, отходы, не обладающие опасными свойствами (т.е. неопасные, например, стеклобой) не подлежат ни классификации по опасным свойствам, ни паспортизации. Также, согласно Приказа МПР РФ №785 от 2 декабря 2002 г., паспортизацией не охватываются отходы пятого класса опасности для окружающей среды, не обладающие опасными свойствами. Одновременно, «Критерии отнесения опасных отходов к классу опасности для окружающей природной среды», утвержденные Приказом МПР от 15 июня 2001 г. № 511, предназначены для индивидуальных предпринимателей и юридических лиц, в процессе деятельности которых образуются опасные отходы для окружающей природной среды (далее — отходы), и которые обязаны подтвердить отнесение данных отходов к конкретному классу опасности для окружающей природной среды (далее — производители отходов). Таким образом, неопасные отходы (отходы, не обладающие опасными свойствами) не подлежат паспортизации, а также для них не определяется класс опасности. Из паспортизации также выпадают практически все отходы V класса опасности.
<Из вышеназванной формулировки вытекает и другая проблема. Кто должен составлять паспорт опасного отхода для твердых бытовых отходов, образующихся у населения? Ведь ТБО образуется у населения, а не у коммунальных служб, вывозящих ТБО. Аналогичная проблема возникает у заготовительных предприятий вторичного сырья в случае, если они принимают вторичное сырье у населения.>
В тоже время, согласно ГОСТу 30774-2001 паспортизации подлежат все отходы, что необходимо, как для статистического учета, так и для анализа.
Таким образом, формально из паспортизации в настоящее время выпадает значительное количество инертных отходов. В МПР, а затем и в Ростехнадзоре такую ситуацию решили просто, стали все отходы считать опасными, вопреки законодательству, здравому смыслу и мировой практике.
Такой подход откровенно приводит в замешательство, т.к. при трансграничном перемещении отходов применяются «Правила трансграничного перемещения отходов», утвержденные Постановлением Правительства от 17 июля 2003 г. № 442. Согласно Базельской Конвенции это Постановление фактически утверждает перечень опасных отходов, которые считаются опасными в соответствии с внутренним законодательством государства, т.е. Российской Федерации. В противном случае, это Постановление противоречит Российскому законодательству и Базельской Конвенции, т.к. под его действие не попадает значительная масса отходов, на которые составлен паспорт опасного отхода (т.е. считающиеся в России опасными отходами), но не включенные в Приложения 1 и 2.
Так какие же отходы опасные? Если все отходы опасные, как считает Ростехнадзор, то 442 Постановление противоречит Базельской Конвенции, т.к. допускает трансграничное перемещение опасных отходов.
На мой взгляд, рациональнее пересмотреть формулировку опасных отходов, обратившись к мировому опыту. В развитых странах, для опасных отходов, например, составлены списки (например, зеленый, желтый и красный в США). Т.е государственное регулирование охватывает ограниченный перечень отходов, действительно являющихся опасными. В нашей ситуации довольно легко перенести такой опыт и оставить формулировку «опасные отходы» в отношении отходов 1-2 класса опасности (а фактически токсичности) и некоторых отходов 3-го класса, а также обладающих опасными свойствами. Причем термин «пожароопасность» следует заменить на «легковозгораемость», согласно мировой практике и определению Базельской Конвенции.
Таким образом, государственный контроль опасных отходов будет рационален, т.к. не будет затрат бюджетных средств на излишний контроль (фактически административные барьеры для обращения) инертных и малоопасных отходов.
Парадоксальная ситуация сложилась с установлением класса опасных отходов. На сегодня классификация идет по трем классификаторам, не отличающимся принципиальной разницей (во всех случаях класс устанавливается по токсичности). Причем классификация согласно СП 2.1.7.1386-03 «Определение класса опасности токсичных отходов производства и потребления» и ГОСТ 12.1.007-76 «Вредные вещества. Классификация и общие требования безопасности» (который распространяется на вредные вещества, содержащиеся в отходах производства) фактически не применяются при учете и обращении с отходами. В тоже время, при оформлении лицензии на деятельность по сбору, использованию, обезвреживанию, транспортировке, размещению опасных отходов согласно Постановления Правительства РФ №524 от 26 августа 2006 г. «Об утверждении положения о лицензировании деятельности по сбору, использованию, обезвреживанию, транспортировке, размещению опасных отходов» требуется указывать классы опасных отходов по обеим системам классификации. Хотелось бы знать ради чего это делать? Зачем дважды обращаться в лаборатории? Однако СП 2.1.7.1386-03 не распространяются на радиоактивные, взрыво- и пожароопасные отходы, а также отходы, способные вызвать инфекционные заболевания (пищевые отходы, отходы лечебно-профилактических учреждений, осадки хозяйственно-бытовых сточных вод и т.п.). Это вызывает патовую ситуацию при лицензировании (пожароопасными считаются, например, шины, макулатура, некоторые отходы пластмасс и пр.), не говоря уже о том, что классификации опасности отходов для человека (по формулировке Постановления №524) не существует (есть классификация опасности токсичных отходов).
Более того, при расчете класса опасности отходов для окружающей среды, практически невозможно установить показатели 18 — «Персистентность» и 19 -«Биоаккумуляция» по «Критериям отнесения опасных отходов к классу опасности для окружающей природной среды» (такой методики нет). Иными словами, классификации опасных отходов для окружающей среды также фактически не существует, есть три классификатора токсичности отходов.
Согласно Постановлению Правительства РФ от 26 октября 2000 г. № 818 «О порядке ведения государственного кадастра отходов и проведения паспортизации опасных отходов» Министерству природных ресурсов РФ были поручены организация и ведение государственного кадастра отходов, включающего федеральный классификационный каталог отходов, государственный реестр объектов размещения отходов, банк данных об отходах и о технологиях использования и обезвреживания отходов различных видов. А в 2002 году был утвержден ГОСТ 30775-2001 «Классификация, идентификация и кодирование отходов», фактически заменяющий ФККО, однако реформирование классификации отходов не произошло. Как, например, понимать положение упомянутого ГОСТа: «Настоящий стандарт предназначен для использования в системе регионального, отраслевого, государственного и межгосударственного управления в области обращения с отходами, включая учет, контроль, нормирование при обращении с отходами, лицензирование соответствующих видов деятельности, выдачу разрешений на трансграничные перевозки и размещение отходов, проектирование природоохранных сооружений и проведение средозащитных мероприятий, сертификации отходов, оценки социального, экологического, ресурсно-материального риска и ущерба при возникновении аварий и катастроф»?
Классификация отходов, установленная ГОСТом 30775-2001 «Классификация, идентификация и кодирование отходов» не применяется. Взамен используется ФККО, на недостатки которого указывалось в этом ГОСТе и в книге «Промышленные отходы и ресурсосбережение» В.А.Улицкий, А.Е.Васильвицкий, М.Б.Плущевский. Более того, согласно Приказа МПР РФ от 30 июля 2003 г. № 663 в ФККО на некоторое виды отходов установлены опасные свойства и класс опасности, что противоречит не только федеральному законодательству (это должен делать заявитель), но и самой физической сущности отходов, т.к. в каждом процесс образуются отходы со своими специфическим свойствами. Так, например, имеют существенную разницу по составу шины разных типов и производителей. Казусы 663 Приказа на этом не исчерпываются. Так, например, кодирование 11 и 12 разрядов ведется согласно таблице в этом приказе, а не согласно пояснениям Приказа МПР России от 2 декабря 2002 г. № 786. (в этих разрядах при паспортизации отходов Ростехнадзором допускается установление «двух нулей», что соответствует «опасные свойства неопределенны», что является нарушением федерального законодательства, т.к. не могут быть опасные отходы без опасных свойств). Если опасные свойства не определены, то заявитель обязан их определить (или определить их отсутствие). Кстати, методики подтверждения отсутствия опасных свойств также не существует, хотя законодательная практика допускает применение гигиенических заключений и сертификатов.
Недостатки ФККО этим не ограничиваются. К какому коду, например, отнести отработанные шины по ФККО?
57500200 13 00 4 Шины пневматические отработанные
57500202 13 00 4 покрышки отработанные
57500203 13 00 4 покрышки с тканевым кордом отработанные
57500204 13 00 4 покрышки с металлическим кордом отработанныеКак видно из приведенных данных, можно сказать: «Выбирай на вкус!».
Идея же расширять и дополнять ФККО не только не реализуется не деле, но сравнима с попыткой «объять необъятное». Так, например, можно ввести новые коды для грузовых и легковых шин. Потом разделить их по содержанию серы, присадок и т.д. Такой процесс может быть бесконечен, и в тоже время абсолютно лишен смысла.
Почему новый Федеральный классификационный каталог отходов (утвержден Приказом МПР РФ от 30 июля 2003 г. № 663) составлен вопреки ГОСТу 30775-2001 «Ресурсосбережение. Обращение с отходами. Классификация, идентификация и кодирование отходов»?
Какой смысл было тратить средства и силы на разработку ГОСТ 30775-2001, если для тех же целей был позже разработан обновленный Федеральный классификационный каталог отходов, абсолютно не соответствующий принципам международной классификации и имеющий вышеописанные недостатки?
Постановлением Правительства Российской Федерации от 30 июля 2004 года № 401 ведениегосударственного кадастра отходов поручено Федеральной службе по экологическому, технологическому и атомному надзору. Обращение в Федеральную службу по экологическому, технологическому и атомному надзору с просьбой прояснить ситуацию с ведением государственного кадастра отходов осталось без ответа. Складывается впечатление, что государственный кадастр отходов не ведется в полном объеме уже 8 лет (с опубликования Постановления Правительства №818)!
Межу тем, государственный кадастр отходов представляет собой мощное средство для анализа и выработки политики. Фактически речь идет о полной паспортизации отходов. Анализ данных государственного кадастра отходов позволил бы разработать технические, экономические, экологические и другие решения. Создание публичной банка данных отходов на основании паспортизации позволил бы создать рынок отходов.
Другая «головная боль» – формулировка «размещение отходов». Именно за этот вид деятельности берется плата за негативное воздействие на окружающую среду. Законодательство не разделяет накопление, временное размещение и захоронение отходов. Однако по существу – это принципиально разные виды деятельности.
С «накоплением» отходов мы сталкиваемся всякий раз, когда бросаем ненужную бумажку или бутылку в корзину для бумаг или урну. И по формулировке Ростехнадзора — это «размещение отходов» и это оказывает негативное воздействие на окружающую среду (не ясно какое). Временное размещение отходов на специальных площадках, для формирования транспортных партий (например, вторичное сырье) также считается «размещением отходов» (Письмо Ростехнадзора № 04-09/1002 от 25 июля 2007 г.). Получается, что накопление, временное размещение и захоронение отходов считается одним видом деятельности! Но ведь очевидно, что по воздействию на окружающую среду эти виды деятельности существенно отличаются.
Согласно формулировке Федерального закона «Об отходах производства и потребления», хранение отходов — содержание отходов в специально оборудованном сооружении, предназначенном для размещения отходов (полигон, шламохранилище, хвостохранилище, отвал горных пород и другое) в целях их последующего захоронения, обезвреживания или использования. Таким образом, временное накопление отходов в специальных контейнерах не может рассматриваться как размещение отходов, т.к. контейнер – это не специально оборудованное сооружение. Тем не мене, по мнению Ростехнадзора, объекты размещения отходов следует понимать по формулировке ГОСТа 30772-2001 – «а также специально оборудованные места для хранения отходов на предприятиях в определенных количествах и на установленные сроки» и СанПиН 2.1.7.1322-03. Таким образом, по мнению Ростехнадзора, объектом размещения отходов могут считаться контейнеры, которые можно назвать «специально оборудованным местом». В результате такого подхода каждый контейнер (контейнерная площадка) должны быть зарегистрированы как объект размещения отходов и включены в государственный реестр объектов размещения отходов! Представим, сколько бессмысленной бумажной работы потребуется!
Есть и другая проблема, так называемые «мелкие массовые» загрязнители. У мелких предприятий и индивидуальных предпринимателей практически нет возможностей проводить мероприятия по сокращению образования отходов без помощи местных органов власти. Типичный пример. Отходы бумаги и картона образуются практически везде, но в ничтожных количествах, чтобы это заинтересовало заготовителей вторичного сырья. Выражаясь профессиональным языком, мы имеем множество мелких рассеянных источников вторичного сырья, которые между тем, в совокупности образуют огромное количество вторичных ресурсов. Т.е., без помощи государства, такие загрязнители не имеют возможности снижать объем загрязнения, а государство в свою очередь, не только им не помогает (хотя обязано), но и обкладывает «экологической данью», в которую входит не только платежи за загрязнение окружающей среды, но и расходы, по их оформлению проектов, которые значительно превышаю сами платежи.
Очевидно, что система взимания платежей должна быть более простой и более «массовой». Такая система должна способствовать проведению мероприятий по снижению объема образующихся отходов, дабы в первую очередь направить усилия на предотвращение образования отходов, а не на борьбу с уже образовавшимися.
Лицензирование деятельность по сбору, использованию, обезвреживанию, транспортировке, размещению опасных отходов — еще одна «головная боль». Это одна из лицензируемых деятельностей, лицензирование которой требует значительных затрат. Но в тоже время, согласно мнению Ростехнадзора, она охватывает практически каждый хозяйствующий субъект.
Согласно формулировке, лицензированию подлежит любое действие, связанное с опасными отходами. Если обратиться к ГОСТу 3.1603-91 «ЕСТД. Правила оформления документов на технологические процессы (операции) сбора и сдачи технологических отходов», то сбор отходов осуществляет любое предприятие и организация. А согласно Письму Ростехнадзора от 25 июля 2007 г. № 04-09/1002, любое предприятие и организация осуществляет размещение отходов. Таким образом, все без исключения предприятия и организации, по логике Ростехнадзор, попадают под эту лицензируемую деятельность, т.к. подавляющая часть отходов считается опасными (люминесцентные лампы образуются практически у всех).
С другой стороны, административная ответственность по ч. 2 ст. 14.1 КоАП РФ наступает за осуществление предпринимательской деятельности без специального разрешения (лицензии), если такое разрешение (такая лицензия) обязательно (обязательна). Следовательно, лицензируется предпринимательская деятельность.
Осуществление предпринимательской деятельности – это систематическое совершение лицом юридически значимых действий, направленных на извлечение прибыли в результате возмездного удовлетворения потребностей третьих лиц в заранее обусловленных либо предлагаемых услугах, имуществе, товарах.Деятельность признается предпринимательской и осуществляемой в зависимости от продолжительности и содержания возмездных действий, объема получаемой прибыли и других факторов.
Предпринимательская деятельность, определяется ст.2 Гражданским Кодексом РФ как самостоятельная, осуществляемая на свой риск деятельность, направленная на систематическое получение прибыли от пользования имуществом, продажи товаров, выполнения работ и оказания услуг лицами, зарегистрированными в качестве предпринимателей в установленном законом порядке, является основной формой экономической деятельности.
Статьей 17 Федерального закона «О лицензировании отдельных видов деятельности» определен перечень видов деятельности, на осуществление которых требуются лицензии. Принятым во исполнение настоящего Закона постановлением Правительства РФ от 26 августа 2006 г. № 524 утверждено Положение о лицензировании деятельности по сбору, использованию, обезвреживанию, транспортировке, размещению опасных отходов.
Из содержания указанных нормативных актов следует, что сбор, использование, обезвреживание, транспортировка, размещение опасных отходов подлежит лицензированию в случае, если оно направлено на получение прибыли от оказания услуг и осуществляется как самостоятельный вид предпринимательской деятельности.
Это подтверждает судебная практика (Постановление ФАС Уральского Округа от 01.11.2004 № Ф09-4595/2004-АК, Постановление ФАС Волго-Вятского Округа от 25.08.2004 № А79-3942/2004-СК1-3701).
Одним из примеров нарушения этого принципа стало требование Ростехнадзора лицензировать деятельность по сбору, использованию, обезвреживанию, транспортировке, размещению опасных отходов товариществам собственников жилья (ТСЖ), а также требование, чтобы ТСЖ платили за размещение отходов. Видимо руководители Ростехнадзора совсем не учитывают тот факт, что ТСЖ – управляющая структура и её деятельность не связана с образованием отходов. Отходы образуются у жителей, которые по закону не являются плательщиками за размещение отходов. ТСЖ не приобретает права на отходы жителей, а также не совершает никаких хозяйственных операций с отходами. Также ТСЖ не осуществляют предпринимательскую деятельность в отношении отходов. Для выполнения таких функций ТСЖ нанимают специализированных подрядчиков. К сожалению, это встречается повсеместно. Федеральная антимонопольная служба не однократно указывала Ростехнадзору на недопустимые действия в необоснованном принуждении к лицензированию. А чего стоит только одна история о наделении ЦЛАТИ функциями государственного контроля? Как так получилось, что федеральное ведомство широкомасштабно и безнаказанно нарушает законодательство? Как может происходит широкомасштабное привлечение Ростехнадзором предприятий, не осуществляющих предпринимательскую деятельность по сбору, использованию, обезвреживанию, транспортировке, размещению опасных отходов, к ответственности по ч. 2 ст. 14.1 КоАП РФ? Это же не мыслимо, судиться с Ростехнадзором каждому хозяйствующему субъекту, по одному и тому же вопросу!
Практически аналогичный подход Ростехнадзор проявляет в отношении служб ЖКХ. Так в Письме Ростехнадзора от 28 августа 2006 г. № 04-09/599 сказано: «Учитывая, что жильцы не являются участниками правоотношений по обращению с отходами, выполняя муниципальный заказ, МУП «ЖКХ» осуществляет функции по обращению с отходами при размещении отходов населения в рамках осуществления основной деятельности. Таким образом, отходы, образовавшиеся от жизнедеятельности населения, являются собственностью муниципального образования как юридического лица, что создает последующую обязанность по внесению платы за негативное воздействие на окружающую среду». Однако, довольно абсурдно выглядит ссылка, что данный вывод подтверждается положениями Федеральных законов «Об отходах производства и потребления» (ст. 13) и «Об общих принципах организации местного самоуправления в Российской Федерации» (ст. 14 — 16) , где сказано об организации деятельности по сбору и вывозу отходов от населения и ничего не сказано о переходе прав собственности на отходы при их размещении. Более того, из письма не ясно, кто должен платить МУП или МО? Если отходы – собственность МО как юридического лица, как следует из письма, то почему платить должно другое юридическое лицо — МУП?
Далее следует другой вывод: «Следовательно, МУП «ЖКХ» как юридическое лицо несет ответственность за отходы населения, образовавшиеся в процессе эксплуатации жилого фонда поселка, и является плательщиком платы за негативное воздействие на окружающую среду в полном объеме». Тогда можно спросить, каким образом МУП может влиять на образование отходов от населения? МУП не может в принципе сократить объем отходов от населения, т.к. у него нет рычагов для этого (это может сделать муниципальное образование), а следовательно не может быть выполнена регулирующая роль платежа за негативное воздействие на окружающую среду.
Предприятия ЖКХ оказывают услуги населению по сбору и вывозу отходов, а также размещают эти отходы на свалках и полигонах. Предоставление услуги не связано с переходом права собственности на отходы от жильцов к предприятию ЖКХ. Раз уж на то пошло, то правомернее было бы ссылаться на п.2. ст.4 Федерального закона «Об отходах производства и потребления». Однако факт использования (размещения) предприятием ЖКХ брошенных отходов не установлен, т.к. не установлен факт того, что вывезенные отходы «брошены» населением. Жители, например, могут рассчитывать на то, что их отходы будут переработаны. Иными словами, жители могут не «бросать» свои отходы, а передавать для безопасного обезвреживания.Более того, за «бросание отходов» установлена административная ответственность, т.е. жители в случае, если они «бросают отходы» должны платить штраф (статья 8.2. Кодекса об административных правонарушениях).
Таким образом, предприятие ЖКХ фактически размещает отходы жильцов, а один только факт деятельности по обращению с отходами не предполагает переход права собственности на отходы.
А как будет в случае, если размещением отходов занято частное предприятие? Если для МУП есть механизм компенсации платежей, то в случае с частным подрядчиком такого механизма нет.
И самое главное. Муниципальное образование – бюджетная структура. Согласно п.9. Порядка определения платы и ее предельных размеров за загрязнение окружающей природной среды, размещение отходов, другие виды вредного воздействия, (утвержден Постановлением Правительства №632 от 28 августа 1992 г.)средства, взимаемые за загрязнение окружающей природной среды, в соответствии с Законом РСФСР «Об охране окружающей природной среды» перечисляются природопользователями в бесспорном порядке в размере 90 процентов на специальные счета внебюджетных государственных экологических фондов и 10 процентов в доход республиканского бюджета Российской Федерации для финансирования деятельности территориальных органов государственного управления в области охраны окружающей природной среды. Таким образом, происходит банальное перераспределение бюджетных средств из бюджета в бюджет, причем 10% получает ведомство, которое ничего не делает для исправления ситуации. Какой смысл в этом?
К сожалению, затраты на захоронение твердых бытовых отходов ложатся на местный бюджет, т.к. в Жилищном Кодексе нет услуги по захоронению ТБО от жителей. Таким образом, местные администрации не вправе брать с жильцов плату за захоронение их же отходов и в тоже время, по логике Ростехнадзора, обязаны оплачивать за жильцов плату за размещение отходов. Такая ситуация только усугубляет положение местных органов власти, лишая их средств на организацию и развитие инфраструктуры по управлению муниципальными отходами. Это тем комичнее, что средства от платы за негативное воздействие должны направляться на снижение этого негативного воздействия.
Особо хочется подчеркнуть, что настоящее положение в законодательстве по обращению с отходами и, мягко говоря, странные действия Ростехнадзора фактически тормозят развитие отрасли по сбору, обработке и переработке вторичного сырья, о необходимости развития которой говорят уже на протяжении десятка лет. Формулировка «опасные отходы» на основные виды вторичного сырья затрудняет, а точнее, делает практически невозможным, широкое вовлечение в эту деятельность индивидуальных предпринимателей и малые предприятия. Это также делает практически невозможным вовлечение в хозяйственный оборот огромного количества инертных промышленных отходов. Так, например, для использования отходов в качестве сырья для производства строительных материалов, предприятию необходимо иметь лицензию, хотя в принципе достаточно было бы иметь санитарно-эпидемиологическое заключение на такое сырье.
Масленников Алексей Юрьевич
Основные области применения ПЭТФ и полиолефинов
Человек каждый день сталкивается с искусственными полимерами в повседневной жизни. Не менее 50 % мощностей химической промышленности ориентировано именно на выпуск полимеров.
Статья из «Химического журнала» (The Chemical Journal), август 2010 (№ 8 )
Дорогой наш ТБО
Россия стоит на пороге освоения современных технологий переработки мусора в энергию и пар.
Статья из «Химического журнала» (The Chemical Journal), август 2010 (№ 8 )
Рынок полимеров Северной Америки
Обзор рынка полимеров Северной Америки.
Статья из «Химического журнала» (The Chemical Journal), август 2010 (№ 8 )
Основные области применения ПЭТФ и полиолефинов
Статья (Стоп-кадр) из «Химического журнала» (The Chemical Journal), июнь-июль 2010 (№ 6-7)
Пермский ПСВ по австрийским рецептам
Весной 2010 года российский холдинг «Сибур» объявил о планах запуска производства вспенивающегося полистирола (ПСВ) в Перми мощностью 50 тыс. т в год. Лицензиаром российского комплекса стала австрийская компания Sunpor.
Статья из «Химического журнала» (The Chemical Journal), май 2010 (№ 5)
Где найти счастье переработчику
Состояние и проблемы российского рынка переработки полимеров обсуждали на технологической сессии VII Московского международного химического саммита.
Статья из «Химического журнала» (The Chemical Journal), апрель 2010 (№ 4)
-
УЧАСТНИКИ 2007-2010 гг.






































